
Электрофизические методы




![]()
![]()
Электрофизические методы основаны на использовании стабильных физических эффектов и явлений, имеющих место при взаимодействии электромагнитных полей с частицами вещества (молекулы, ионы, электроны, атомные ядра). Такие методы обеспечивают высокоточные абсолютные измерения токов и напряжений, результаты которых не зависят от внешних факторов, если взаимодействия происходят на атомном или ядерном уровнях. Непосредственно измеряемой величиной при использовании электрофизических методов обычно является время, частота или длина, воспроизведение и измерение которых выполняются с наибольшей точностью. Кроме того, связь между определяемыми физическими величинами и непосредственно измеряемыми величинами пространства и времени при использовании большинства электрофизических методов устанавливается физическими закономерностями, в которых в качестве коэффициентов связи используются фундаментальные физические константы.
Газоразрядный метод.Газоразрядный метод измерений максимальных значений постоянных, переменных и импульсных напряжений основан на возникновении самостоятельного газового разряда (пробоя) в электрическом поле. При соблюдении нормированных внешних условий и заданных размеров и формы электродов существует стабильная зависимость между напряжением, при котором происходит разряд, и расстоянием между электродами. Для воздуха при атмосферном давлении напряженность электрического поля, при которой наступает самостоятельный разряд, составляет 30 кВ/см.
Наиболее распространенными измерительными устройствами, основанными на рассматриваемом методе, являются шаровые разрядники со сферическими электродами, для которых составлены таблицы разрядных напряжений в зависимости от диаметров шаров и расстояний между ними с учетом атмосферных условий. Измеряемая разрядником амплитуда импульсных напряжений зависит от полярности импульсов, что учитывается в таблицах (ГОСТ 17512 – 82). Для ограничения тока при пробое разрядника используется ограничительный резистор с сопротивлением R=104…105Ом, значение которого зависит от емкости разрядника. Сопротивление и емкость разрядника образуют делитель напряжения с зависимым от частоты коэффициентом деления. Во всех случаях необходимо, чтобы R
Измерение высоких и сверхвысоких напряжений с помощью шаровых разрядников является одним из старейших и не очень точных, но, тем не менее, наиболее распространенным методом измерений в лабораторных условиях, что объясняется его относительной простотой и практически неограниченным верхним пределом измерений.
Метод ускорения заряженных частиц. Основан на измерении кинетической энергии частиц, ускоряемых измеряемым напряжением. Устройства, основанные на этом методе, обычно состоят из ускорителя заряженных частиц и анализатора энергии с измерительным устройством. Если электрон ускоряется напряжением Ux, то он приобретает кинетическую энергию:
где M0 – масса покоя электрона; υ – его скорость; е – заряд электрона.
Значение измеряемого напряжения определяется из выражения:
Таким образом, для определения напряжения необходимо измерить энергию или скорость заряженных частиц. Для этого применяются различные способы и приборы: времяпролетный, тормозного излучения, дифракция электронов на кристаллической решетке, а также магнитные и электростатические анализаторы и др. Вкачестве ускоряемых частиц лучше всего использовать электроны, так как электронные пучки можно получить с узким энергетическим спектром. Вместо скорости электрона можно измерять длину волны электрона.

Рассматриваемый метод позволяет измерять высокие напряжения с погрешностью 0,1 %. Скорость электронов можно определять времяпролетным методом, который, в частности, используется в динамических масс-спектрометрах.
Метод резонансных ядерных реакций. Основан наопределении измеряемого напряжения по энергии протонов или дейтронов, вызывающих ядерные реакции.
Если легкие атомные ядра облучать ускоренными измеряемым напряжением частицами (протоны, дейтроны), то при определенной энергии этих частиц будет происходить ядерная реакция, максимум эффективного сечения которой имеет резонансный характер.
Существуют другие способы точного определения высоких напряжений по моменту возникновения ядерных реакций. Например, напряжение 1022 кВ можно точно определить по энергии возникновения электронно-позитронных пар, которая точно теоретически рассчитывается.
Источник
Электрофизические методы обработки металлов
 Расширенное использование труднообрабатываемых материалов для изготовления деталей машин, усложнение конструкций этих деталей в сочетании с возрастающими требованиями к снижению себестоимости и увеличению производительности послужило причиной разработки и освоения методов электрофизической обработки .
Расширенное использование труднообрабатываемых материалов для изготовления деталей машин, усложнение конструкций этих деталей в сочетании с возрастающими требованиями к снижению себестоимости и увеличению производительности послужило причиной разработки и освоения методов электрофизической обработки .
Электрофизические методы обработки металлов основаны на использовании специфических явлений, возникающих под действием электрического тока, для удаления материала или изменения формы заготовки.
Основным преимуществом электрофизических методов обработки металлов является возможность их использования для изменения формы заготовок из материалов, не поддающихся обработке резанием, причём обработка этими методами происходит в условиях действия минимальных сил или при полном их отсутствии.
Важным преимуществом электрофизических методов обработки металлов является независимость производительности большинства из них от твёрдости и хрупкости обрабатываемого материала. Трудоёмкость и длительность этих методов обработки материалов повышенной твёрдости (НВ>400) меньше, чем трудоёмкость и длительность обработки резанием.
Электрофизические методы обработки металлов охватывает практически все операции механической обработки и не уступает большинству из них по достигаемой шероховатости и точности обработки.

Электроэрозионная обработка металлов
Электроэрозионная обработка является разновидностью электрофизической обработки и характеризуется тем, что изменение формы, размеров и качества поверхности заготовки происходит под действием электрических разрядов.
 Электрические разряды возникают при пропускании импульсного электрического тока в зазоре шириной 0,01 – 0,05 мм между электродом-заготовкой и электродом-инструментом. Под действием электрических разрядов материал заготовки плавится, испаряется и удаляется из межэлектродного зазора в жидком или парообразном состоянии. Подобные процессы разрушения электродов (заготовок) называют электрической эрозией .
Электрические разряды возникают при пропускании импульсного электрического тока в зазоре шириной 0,01 – 0,05 мм между электродом-заготовкой и электродом-инструментом. Под действием электрических разрядов материал заготовки плавится, испаряется и удаляется из межэлектродного зазора в жидком или парообразном состоянии. Подобные процессы разрушения электродов (заготовок) называют электрической эрозией .
В целях интенсификации электрической эрозии зазор между заготовкой и электродом заполняют диэлектрической жидкостью (керосин, минеральное масло, дистиллированная вода). При достижении на электродах напряжения, равного напряжению пробоя, в среде между электродом и заготовкой образуется канал проводимости в виде заполненной плазмой цилиндрической области малого сечения с плотностью тока 8000 – 10000 А/мм2. Высокая плотность тока, поддерживаемая в течении 10-5 – 10-8с, обеспечивает температуру на поверхности заготовки до 10000 — 12000˚С.
 Удаленный с поверхности заготовки металл охлаждается диэлектрической жидкостью и застывает в виде сферических гранул диаметром 0,01 – 0,005 мм. В каждый последующий момент времени импульс тока пробивает межэлектродный зазор в том месте, где промежуток между электродами оказался наименьшим. Непрерывное подведение импульсов тока и автоматическое сближение электрода-инструмента с электродом-заготовкой обеспечивают продолжение эрозии до тех пор, пока не будет, достигнут заданный размер заготовки или не будет удален весь металл заготовки в межэлектродном зазоре.
Удаленный с поверхности заготовки металл охлаждается диэлектрической жидкостью и застывает в виде сферических гранул диаметром 0,01 – 0,005 мм. В каждый последующий момент времени импульс тока пробивает межэлектродный зазор в том месте, где промежуток между электродами оказался наименьшим. Непрерывное подведение импульсов тока и автоматическое сближение электрода-инструмента с электродом-заготовкой обеспечивают продолжение эрозии до тех пор, пока не будет, достигнут заданный размер заготовки или не будет удален весь металл заготовки в межэлектродном зазоре.
Режимы электроэрозионной обработки делятся на электроискровые и электроимпульсные.
Электроискровые режимы характеризуются использованием искровых разрядов с малой длительностью (10-5…10-7с) при прямой полярности подключения электродов (заготовка “+”, инструмент “-”).
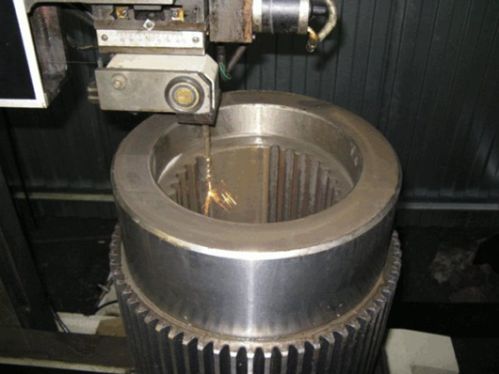
В зависимости от мощности искровых разрядов режимы делятся на жесткие и средние (для предварительной обработки), мягкие и особо мягкие (для окончательной обработки). Использование мягких режимов обеспечивает отклонение размеров детали до 0,002 мм при параметре шероховатости обработанной поверхности Rа=0.01 мкм. Электроискровые режимы используют при обработке твердых сплавов, труднообрабатываемых металлов и сплавов, тантала, молибдена, вольфрама и т.д. Обрабатывают сквозные и глубокие отверстия любого поперечного сечения, отверстия с криволинейными осями; используя проволочные и ленточные электроды, вырезают детали из листовых заготовок; нарезают зубья и резьбы; шлифуют и клеймят детали.
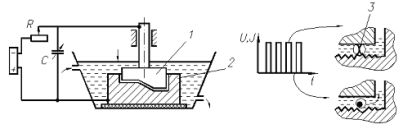
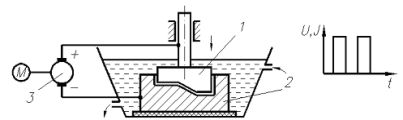
Для проведения обработки на электроискровых режимах используют станки (см. рис.), оснащенные RC-генераторами, состоящего из заряженного и разряженного контура. Зарядный контур включает конденсатор С, заряжающийся через сопротивление R от источника тока с напряжением 100 – 200 В, а в разрядный контур параллельно конденсатору С включены электроды 1 (инструмент) и 2 (заготовка).
Как только напряжение на электродах достигает пробойного, через межэлектродный зазор происходит искровой разряд энергии, накопленной в конденсаторе С. Производительность эрозионного процесса может быть увеличена уменьшением сопротивления R. Постоянство межэлектродного зазора поддерживается специальной следящей системой, управляющей механизмом автоматического движения подачи инструмента, изготовленного из меди, латуни или углеграфитных материалов.
Наиболее целесообразной областью применения электроимпульсных режимов является предварительная обработка заготовок сложнопрофильных деталей (штампы, турбины, лопатки и т.д.), изготовленных из труднообрабатываемых сплавов и сталей.
Электроимпульсные режимы реализуются установками (см рис), в которых на электроды 1 и 2 подаются униполярные импульсы от электромашинного 3 или электронного генератора. Возникновение Э.Д.С. индукции в намагниченном теле движущимся под некоторым углом к направлению оси намагничивания позволяет получать ток большей величины.
Лучевая обработка металлов
 Разновидностями лучевой обработки в машиностроении является электронно-лучевая или светолучевая обработка.
Разновидностями лучевой обработки в машиностроении является электронно-лучевая или светолучевая обработка.
Электронно-лучевая обработка металлов основана на тепловом воздействии потока движущихся электронов на обрабатываемый материал, который в месте обработки плавится и испаряется. Столь интенсивный нагрев вызывается тем, что кинетическая энергия движущихся электронов при ударении о поверхность обрабатываемой заготовки почти полностью переходит в тепловую, которая будучи сконцентрирована на площадке малых размером (не более 10 мкм), вызывает её разогревание до 6000˚С.
При размерной обработке, как известно, происходит локальное воздействие на обрабатываемый материал, что при электроннонно-лучевой обработке обеспечивается импульсным режимом потока электронов с продолжительностью импульсов 10-4…10-6 с и частотой f = 50 … 5000 Гц.
Высокая концентрация энергии при электронно-лучевой обработке в сочетании с импульсным воздействием обеспечивают условия обработки, при которых поверхности заготовки, находящиеся на расстоянии 1 мкм от кромки электронного луча, разогреваются до 300˚С. Это позволяет использовать электронно-лучевую обработку для резки заготовок, изготовления сеток из фольги, вырезания пазов и обработки отверстий диаметром 1 – 10 мкм в деталях из труднообрабатываемых материалов.
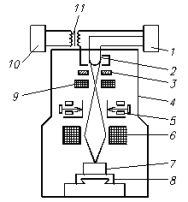
В качестве оборудования для проведения электронно-лучевой обработки используют специальные электровакуумные устройства, называемые электронными пушками (см рис). Они генерируют, ускоряют и фокусируют электронный луч. Электронная пушка состоит из вакуумной камеры 4 (с разрежением 133·10-4), в которой установлен питаемый источником высокого напряжения 1 вольфрамовый катод 2, обеспечивающий эмиссию свободных электронов, которые разгоняются электрическим полем, созданным между катодом 2 и анодной диафрагмой 3.
Далее электронный луч проходит через систему магнитных линз 9, 6, устройство электрической юстировки 5 и фокусируется на поверхности обрабатываемой заготовки 7, установленной на координатном столе 8. Импульсный режим работы электронной пушки обеспечивается системой состоящей из импульсного генератора 10 и трансформатора 11.

Метод светолучевой обработки основан на использовании теплового воздействия светового луча высокой энергии, излучаемого оптическим квантом генератором (лазером) на поверхность заготовки.
Размерная обработка с помощью лазеров заключается в образовании отверстий диаметром 0,5…10 мкм в труднообрабатываемых материалах, изготовлении сеток, вырезании из листа сложнопрофильных деталей и т.д.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Электрофизические процессы и методы обработки
Электрофизические процессы обработки материалов и пищевых продуктов основаны на непосредственном воздействии на материал электрического тока в сочетании с механическим воздействием, а также с использованием электромагнитной энергии излучения.
 К электрофизическим методам относят обработку:
К электрофизическим методам относят обработку:
- переменным электрическим током;
- в электростатическом поле;
- электроконтактную;
- высокочастотную;
- сверхвысокочастотную;
- инфракрасным излучением.
Иногда применяют комбинированные методы. Например, на первых стадиях мясо обрабатывают сверхчастотным методом, а на завершающей стадии жаренья – инфракрасным излучением.
Электрофизические методы обработки широко применяются в различных отраслях промышленности. К преимуществам их относятся высокая скорость процесса и компактность промышленных устройств, к недостаткам – относительная сложность и высокая стоимость промышленных устройств.
Сущность обработки в электростатическом поле состоит в том, что ионизированный газ, перемещаясь в электрическом поле, сообщает заряд тонкодисперсным частицам вещества (коптильный дым, пыль и др.), которые приобретая заряд, также совершают упорядоченное направленное движение от одного электрода к другому. Используют этот метод для электрокопчения, электроочистки газов, электросепарирования и др.
Электроконтактные методы обработки осуществляются путем непосредственного контакта электрического тока с продуктом. Применяются эти методы для нагрева, электроплазмолиза растительного сырья, электростимуляции.
Сущность электроконтактного нагрева состоит в том, что электрический ток, проходя через продукт, нагревает его. Этот метод весьма эффективен при размораживании мясных и рыбных блоков. Методом электроконтактного нагрева создан новый процесс – электрокоагуляции – кратковременный нагрев продукта. Например, нагрев колбасного фарша в течение 15– 16 с в диэлектрической форме до +50…70 °С позволяет улучшить консистенцию фарша, сохранить форму при дальнейшей обработке.
Эффективной электроконтактной обработкой растительного сырья является электроплазмолиз. Воздействие электрического тока на растительную клетку увеличивает проницаемость протоплазменной оболочки клетки и способствует повышению сокоотдачи. Для электроплазмолиза используют электроплазмолизаторы самых разнообразных конструкций: валковый, шнековый, центробежный и др.
В основу процесса электростимуляции положено явление механического сокращения мышечных волокон мяса под действием электрического тока, что способствует ускорению процесса созревания мяса.
Для проведения электростимуляции разработаны различные генераторы с регулированием частоты следования импульсов.
Высокочастотный и сверхвысокочастотный методы обработки являются принципиально новыми методами нагрева продукта в поле электромагнитного
Источник



