
- Более употребляемый способ соединения конвейерной ленты
- Статьи
- Как производится стыковка конвейерных лент: плюсы и минусы основных методов
- Важность качественной стыковки
- Методы стыковки
- Механический
- Холодная вулканизация
- Горячая вулканизация
- Соединение ступенькой
- Z-образное соединение
- Методы стыковки транспортерных (конвейерных) лент
- Горячая вулканизация конвейерной (транспортерной) ленты
- Холодная вулканизация конвейерной (транспортерной) ленты
- Стыкование конвейерной (транспортерной) ленты механическими соединениями
- Основные преимущества механического соединения конвейерных (транспортерных) лент
- Основные недостатки механического соединения
Более употребляемый способ соединения конвейерной ленты
- Каталог товаров
- Конвейерные ленты
- Пищевые конвейерные ленты
- Ленты общего назначения
- Гофроборта, перегородки, направляющие для лент
- Ленты для птицефабрик
- Показать еще
- Модульные ленты
- Тефлоновые ленты
- Замки для конвейерных лент
- Оборудование для соединения лент
- Конвейерные ленты ПВХ
- Ленты полиуретан (ПУ)
- Ленты силикон, хитрил
- Ленты хлопок, фетр
- Свернуть
- Ремни
- Зубчатые ремни
- Клиновые ремни
- Поликлиновые ремни
- Плоские ремни
- Показать еще
- Тяговые ремни
- Транспортировочные ремни
- Бесшовные ремни
- Замки для плоских ремней
- Оборудование для соединения
- Свернуть
- Цепи привода
- Роликовые цепи
- Пластинчатые цепи
- Конвейерные сетки
- Глазировочные сетки
- Транспортерные сетки
- Тефлоновые сетки
- Приводные агрегаты
- Асинхронные трехфазные двигатели
- Редукторы
- Дисковые вариаторы
- Частотные преобразователи (инверторы)
- Запчасти для конвейера
- Треки, направляющие, компоненты
- Покрытие на валы
- Ленты для беговых дорожек
- Конвейерные ленты
- О компании
- Реквизиты
- Бренды
- Как заказать
- Услуги
- Контакты
- FAQ
- Новости
- Статьи
- Заказать обратный звонок
Статьи
Как производится стыковка конвейерных лент: плюсы и минусы основных методов
Конвейерные ленты сейчас используются повсеместно: их можно найти и на крупных предприятиях тяжелой промышленности, и на кассе супермаркета рядом с вашим домом. Однако большинство лент не являются замкнутыми сразу при завершении производства – они представляют собой рулонные заготовки, которые в дальнейшем требуется нарезать и правильно состыковать.
Важность качественной стыковки
Лента – одна из наиболее изнашиваемых частей любого конвейера – больше половины поломок транспортеров связано с выходом их строя именно рабочего полотна, на которое приходится большая часть нагрузки. Кроме того, рабочая поверхность подвержена дополнительным механическим воздействиям, природа которых напрямую зависит от производимых операций. К примеру, это может быть постепенное истирание при транспортировке стройматериалов или контакт с режущей кромкой при вырубке кондитерских изделий из листового теста.
Однако не только прочность самой конвейерной ленты влияет на бесперебойность работы линии, но и качество стыковки ее концов и профессионализм монтажника, выполнявшего работу.
Методы стыковки
Методов стыковки конвейерной ленты существует несколько, и у каждого из них есть свои преимущества и недостатки.
Механический

Скрепление концов с помощью металлических замков, синтетической спирали или болтового соединения. Выбор конкретного замка зависит от толщины ленты и типа транспортируемой продукции.
Плюсы:
- наиболее быстрый метод,
- можно производить при отрицательных температурах,
- не требует тщательной очистки поверхности,
- не приводит к дополнительному расходу заготовки,
- не требует специальной подготовки для монтажа,
- единственный подходящий вариант для быстросъемных лент (для производств, где требуется частая очистка полотна),
- универсальность – замки можно использовать для лент из различных материалов
Минусы:
- замки стоят дороже материалов для других соединений,
- меньше прочность и долговечность,
- металлические замки могут прожигать ленту при транспортировке горячего груза,
- стык подвержен механическому износу,
- замки постепенно истирают ролики конвейера, что ведет к более дорогому ремонту,
- плохо подходят для транспортировки сыпучих материалов.
Холодная вулканизация
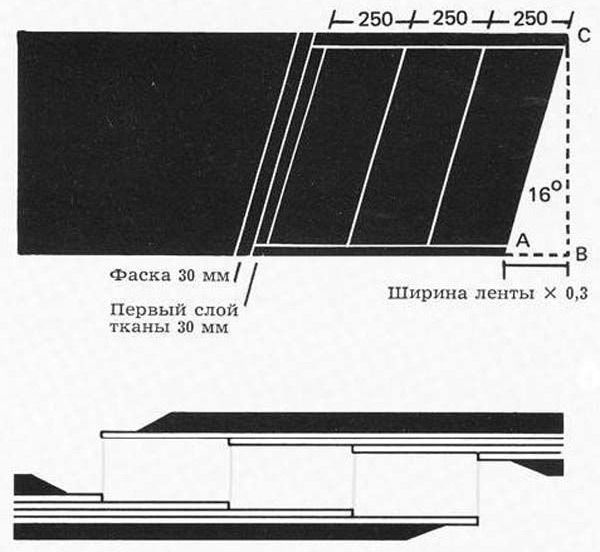
Метод холодной вулканизации подразумевает использование специальных клеев. Для повышения прочности стыка на обоих концах ленты формируются ступени между внутренними слоями, что позволяет увеличить площадь контакта. Все поверхности тщательно очищаются от мелких частиц материала, оставшихся при резке, и обезжириваются. На оба конца наносится одно- или двухкомпонентный клей, после чего они стыкуются. Выемка на поверхности прикрывается дополнительным куском материала. Перед введением в эксплуатацию место склейки необходимо просушить, что приводит к простою производства.
Плюсы:
- стоимость клея ниже, чем замков,
- для подготовки стыка требуется только ручной инструмент – соединение можно легко произвести на месте,
- прочность стыка всего на 30% меньше, чем самой ленты,
- гибкость стыка выше, чем при механическом способе.
Минусы:
- может использоваться только с резиноткаными материалами,
- ведет к 2-3 часовому простою конвейера,
- не может проводиться при температуре окружающей среды ниже +5°С,
- не выдерживает рабочей температуры выше +80°С,
- не может проводиться при сильной запыленности воздуха,
- при низкой квалификации монтажника на торцах стыка быстро возникают задиры и расслоения.
Горячая вулканизация
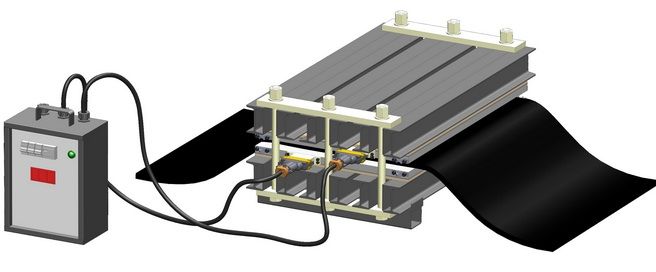
Частично этот процесс схож с процедурой холодной вулканизации: он также требует расслоения ленты и формирования ступенчатого края для лучшего контакта всех слоев, однако отличается на последнем шаге – соединение осуществляется с помощью специального термопресса. Место стыка «сплавляется» в течение 30 минут, в результате чего материалы склеиваются практически с той же прочностью, какую получает основное полотно при производстве.
Плюсы:
- наивысшая прочность – лишь на 10% меньше основного полотна,
- конвейер можно запускать сразу по окончанию работ,
- соединение выдерживает рабочую температуру до +200°С (в зависимости от материала),
- стыковка может производиться при минусовой температуре и большом количестве пыли в воздухе,
- расслоение лент не требует высокой точности.
Минусы:
- необходимо специализированное оборудование,
- даже мобильные прессы достаточно объемны и тяжелы, что усложняет выездные работы,
- для качественной стыковки монтажник должен иметь большой опыт,
- подходит не для всех материалов (не все синтетические материалы плавятся при максимальной температуре пресса).
Соединение ступенькой
Этот метод аналогичен горячей вулканизации, но вместо формирования ступенчатого конца, он срезается под острым (60°) углом. При этом площадь соединения получается достаточной для качественной, прочной сварки. Монтаж в кольцо также производится на термопрессе.
Плюсы и минусы данного способа аналогичны предыдущему за исключением пары моментов:
- выполнить качественный косой срез гораздо проще, чем формировать ступенчатый край по требуемым отступам,
- таким методом могут соединяться не только резиновые, но и ПВХ и ПУ-ленты для конвейеров,
- косой срез обеспечивает отсутствие перепадов толщины.
Z-образное соединение

Очень похоже на соединение ступенькой, но косой рез имеет форму зубьев. Он производится с помощью специальной машины для вырубки, обеспечивающей идеально ровную плоскость и точный стык. Многослойные ленты могут соединяться со смещением (по аналогии с холодной/горячей вулканизацией методом). Скрепление производится с использованием специальных клеящих составов и последующим горячим прессованием.
Плюсы:
- большая площадь контакта – выше прочность,
- подходит для различных материалов, в том числе для ПУ и ПВХ,
- высокоточное соединение за счет реза специальной машиной,
- очень высокая гибкость шва без расслоения при эксплуатации – подходит для валов малых диаметров,
- может использоваться с тонким полотном – минимальная толщина 0,9 мм.
Минусы:
- требует дополнительного оборудования,
- необходима определенная квалификация монтажника.
Это далеко не все, но определенно самые основные методы стыковки конвейерных лент. И, несмотря на все названые плюсы и минусы каждого, однозначно утверждать, что один из них лучше по всем показателям нельзя, так как выбор зависит от множества факторов конкретного производства. Учитывая их, можно легко выбрать подходящий способ монтажа для каждого конкретного случая.
» data-title=»Как производится стыковка конвейерных лент: плюсы и минусы основных методов» data-background=»none;» data-options=»small,square,line,horizontal,nocounter,sepcounter=1,theme=14″ data-services=»vkontakte,odnoklassniki,facebook,twitter,google,moimir»>
Источник
Методы стыковки транспортерных (конвейерных) лент
Существует три способа стыковки конвейерных (транспортерных) лент: стыковка конвейерных (транспортерных) лент методом горячей вулканизации, стыковка конвейерных (транспортерных) лент методом холодной вулканизации, механическим методом.
У каждого из методов существуют свои достоинства и недостатки. При стыковке одним из способов прочность соединения конвейерной ленты напрямую зависит от профессионализма персонала, выполняющего работы, соблюдения нормативов работ при разделке концов конвейерной ленты, сборке стыка и от качества применяемых при стыковке материалов. Стыковка транспортерных и конвейерных лент методом горячей вулканизации.
Горячая вулканизация конвейерной (транспортерной) ленты
Для предприятий и производств, использующих теплостойкие конвейерные (транспортерные) ленты, наилучшим и предпочтительным вариантом является стыковка лент с использованием вулканизационных прессов. Горячая вулканизация транспортерных лент, преимуществами данного метода являются долговечность и высокая ходимость ленты со стыком, выполненным методом горячей вулканизации. Она сопоставима со сроком действия самой ленты. При стыковке с соблюдением вех требований технологии и высоком качестве стыковочных материалов прочность стыка составляет около 98% от прочности самой ленты. Недостатками данного метода являются необходимость иметь довольно дорогой вулканизационный пресс, неразъемность соединения. длительность и трудоемкость процесса.
Холодная вулканизация конвейерной (транспортерной) ленты
Для предприятий, которые используют конвейерные ленты общего назначения (или морозостойкие), наиболее приемлемым методом стыковки лент является холодная вулканизация двухкомпонентными клеями импортного производства. Данный метод менее трудоемок, чем метод горячей вулканизации. Минимализация затрат времени, трудоемкости и исключение приобретения вулканизационного оборудования, позволяют утверждать о безусловной выгоде использования данного вида стыковки конвейерных лент. При стыковке на работающих конвейерах необходимо переносить меньше оборудования, то есть только ручной и шлифовальный инструмент, а так же применяемый клей. Прочность стыка достигает 70% от прочности самой транспортерной ленты. Основным недостатком является то, что по окончании стыковки требуется дополнительная длительная выдержка ленты при температуре не ниже 0 °С (в зависимости от применяемых стыковочных материалов от 2 до 24 часов), что значительно увеличивает время простоя конвейерного оборудования. Так же при наличии сильной запыленности помещения стыкование конвейерной ленты методом холодной вулканизации очень сложно произвести, а порой просто невозможно.
Стыковка при высокой влажности (ниже точки росы) исключена.
Стыкование конвейерной (транспортерной) ленты механическими соединениями
Метод стыковки, при котором применяется механическое соединение, является наиболее быстрым и доступным, но не самым прочным и долговечным способом стыковки конвейерных и транспортерных лент.
Основные преимущества механического соединения конвейерных (транспортерных) лент
- быстрота способа стыкования конвейерной ленты;
- небольшие финансовые затраты по сравнению с вулканизацией;
- данный метод исключает необходимость в специальном помещении и громоздком оборудовании (прессы для вулканизации);
- механическое стыкование конвейерных лент можно произвести при отрицательных температурах и в помещениях с повышенной запыленностью;
- нет необходимости в применении высококвалифицированного персонала для вулканизации;
- для конвейеров, где длительный простой недопустим, механическое соединение предпочтительно как временная мера (для высоконагруженных конвейеров) или для постоянной эксплуатации;
- для конвейеров, длина которых часто меняется, разъемное механическое соединение наиболее предпочтительно.
Основные недостатки механического соединения
- низкая прочность и срок службы стыка по сравнению с вулканизацией;
- наблюдается дополнительный механический износ роликов, барабанов и других рабочих частей конвейера;
- возможность просыпи на стыке сыпучих грузов и материалов;
- возможность появления искрообразования, что опасно в определенных условиях;
- при транспортировке горячего груза появляется возможность прожигания ленты на стыке.
Механические соединения конвейерных и транспортерных лент бывают неразъемными болтовыми или заклепочными и разъемными шарнирными. К первым относятся заклепочные и болтовые соединения в виде пластин. Неразъемные болтовые соединения применяются для ремонта продольных порезов резинотканевых транспортерных лент. Типичным представителем неразъемного стыка являются замки фирмы FLEXCO типа Bolt Solid Plate, а также отечественный аналог В3. Данные механические соединения абразивоустойчивы, предназначены для механической стыковки резинотканевых транспортерных лент толщиной от 6 до 30 мм с нагрузкой до 105кН/м.
Разъемные механические соединения конвейерных (транспортерных) лент позволяют быстро и легко соединять и разъединять ленты, не разбирая конвейер, и тем самым сократить время простоя оборудования. Трудоемкость выполнения механической стыковки конвейерных лент минимальна. Типичные разъемные механические замки — фирмы FLEXCO типа Alligator, а также отечественные аналоги В1 и В2, позволяют стыковать конвейерные (транспортерные) ленты толщиной от 4 до 19 мм при прочности на разрыв 600 Кн/м, минимальном диаметре барабана 100мм, максимальном рекомендуемом натяжении 70 Кн/м.
Источник



