
Блок цилиндров блок картер способы выполнения цилиндров
Картер, цилиндры, их головки и другие неподвижные (корпусные) детали, образующие остов двигателя, нагружаются силами давления газов и силами инерции от масс, совершающих возвратно-поступательное и вращательное движения, моментами от этих сил, испытывают упругие и тепловые воздействия. Поэтому корпусные детали и остов двигателя в целом должны обладать высокой прочностью и жесткостью.
Картер является главным из элементов остова (корпуса) двигателя. С внешней стороны к нему крепят цилиндры, а внутреннюю его полость занимает коленчатый вал с его опорами. В картере размещают также основные устройства механизма газораспределения, различные узлы системы смазки с ее сложной сетью каналов и чаще всего с емкостью для смазочного масла и другое вспомогательное оборудование. К одной из торцовых стенок картера в автомобильных двигателях крепят кожух маховика, к боковым – кронштейны или лапы для установки двигателя на подмоторную раму. В двухтактных двигателях с кривошипно-камерной продувкой цилиндров внутреннюю полость картера используют в качестве камеры для продувки цилиндров. Длина картера зависит от размера и числа цилиндров в ряду, а поперечное сечение его внутренней полости определяется в основном радиусом кривошипа и размерами шатуна.
В автомобильных двигателях с жидкостным охлаждением блок цилиндров обычно представляет собой единую отливку с верхней половиной картера и вместе они образуют блок-картер. Подобная монолитная отливка обладает большой жесткостью в плоскостях действия сил инерции, сил давления газов и их моментов. Высокая жесткость блок-картеров обеспечивает минимальные деформации в зонах коренных подшипников, гильз цилиндров и плоскости стыка с головкой цилиндров. Кроме того, в этом случае наружные стенки и внутренние перегородки могут быть сделаны более тонкими, что несколько снижает массу блок-картера и уменьшает расход металла.
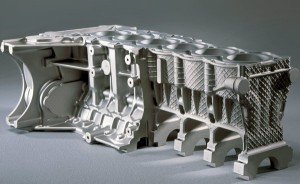
В общем случае блок-картер представляет собой сложную пространственную конструкцию коробчатой формы (рис.1), которая воспринимает все силовые нагрузки, возникающие в процессе осуществления рабочего цикла, действующие на остов двигателя.


Блок-картер отливают из легированного чугуна или из алюминиевого сплава с хорошими литейными свойствами. Алюминиевые блоки подвергают искусственному старению для снятия внутренних напряжений в отливке. При переходе от чугунных отливок к алюминиевым значительно (до 60%) может быть снижена масса двигателя. Недостатками применения алюминиевых отливок для блок-картера являются большие температурные деформации, приводящие к изменению геометрической формы опорных поверхностей, и более низкая механическая прочность.
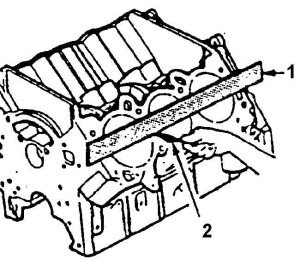
Картеры поршневых двигателей автомобилей делают разъемными и неразъемными. Наибольшее распространение получили разъемные картеры с горизонтальной плоскостью
разъема, параллельной оси коленчатого вала (рис. 2).

Блок-картер горизонтальной перегородкой разделен на две части. В нижней части (рис.3,б) в вертикальных перегородках расположены опоры коленчатого вала, в верхней (рис.3,а) – гильзы цилиндров.

Блок-картер может быть отлит вместе с цилиндрами (рис.4,а) либо иметь вставные сменные гильзы (рис,4,б).

Рисунок 4 – Схемы цилиндров двигателя
При применении сменных гильз упрощается изготовление блок-картера, появляется возможность применения для гильз более износостойких материалов, снижаются трудоемкость и затраты при ремонте двигателя, так как в этом случае при выходе из строя одного цилиндра нет необходимости подвергать ремонту весь блок.
В результате непосредственного контакта внешней поверхности гильзы с охлаждающей жидкостью улучшается теплоотвод, стабилизируется температурный режим поршня и цилиндра, снижается тепловая напряженность и повышается долговечность сопряжения.
В V -образных двигателях, вследствие крепления на одной шатунной шейке двух шатунов, цилиндры правого и левого рядов (по ходу автомобиля) смещены. К примеру, у двигателей ЗМЗ-53-11 левый ряд смещен вперед на 24 мм, у двигателя ЗИЛ-508.10 – на 29 мм, у двигателей КамАЗ-740.10 – на 29,5 мм.
Коренные опоры коленчатого вала являются одними из наиболее нагруженных элементов двигателя. Для обеспечения гарантированного жидкостного трения в подшипниках коленчатого вала важно ограничить деформации элементов данного узла, а также обеспечить соосность опор вдоль двигателя.
При разъемных коренных подшипниках верхняя опорная часть их расположена в перегородке картера, а нижняя выполнена в виде крышки и фиксируется болтами или шпильками. Для уменьшения момента, изгибающего крышку, расстояние от оси шпилек до оси коленчатого вала принимается минимально возможным. Посадка крышки по торцовым плоскостям, выфрезерованным в приливах картера, обеспечивает большую жесткость всему узлу подшипника (рис.5,а). Для повышения прочности и жесткости соединения в некоторых случаях применяют горизонтальные стяжные болты (шпильки), связывающие крышки со стенками картера в единое целое (рис.5,б). От возможных боковых смещений крышки фиксируют в ряде случаев специальными установочным штифтами (рис.5,в) или втулками (рис.5,г).

Рисунок 5 – Крепление крышек коренных подшипников коленчатого вала с использованием фиксирующих элементов:
а – выступов; б – поверхностей и стяжных шпилек; в – штифтов; г – втулок;
1 – основная силовая шпилька; 2 – фиксирующие выступы крышки; 3 – стяжная сквозная шпилька; 4 – фиксирующая поверхность; 5 – стяжной болт; 6 – штифт; 7 — втулка
Болты и гайки крепления крышек коренных подшипников затягивают динамометрическим ключом определенным усилием, а затем крышку совместно с блок-картером протачивают и обрабатывают. Поэтому крышки коренных подшипников не взаимозаменяемы, фиксируются с определенным усилием и только в одном положении. При необходимости их снабжают метками (нумеруют).
Для уменьшения температурных деформаций коренных опор блока из алюминиевого сплава крышки коренных подшипников изготовляют из ковкого чугуна, по обе стороны от гнезда вкладыша имеются шипы, плотно входящие при сборке в соответствующие пазы блока. В результате низкого коэффициента линейного расширения чугунной крышки и жесткой связи ее с блоком температурные изменения диаметра под вкладыши снижаются примерно в 1,5 раза.
Для придания большей жесткости блоку плоскость разъема между блоком и поддоном смещают вниз от оси коленчатого вала (у двигателя КамАЗ-740.10 на 102 мм, у двигателя ЗМЗ-53-11 на 75 мм).
С целью повышения жесткости применяют также неразъемные (цельные) коренные опоры, как например, в двигателе автомобиля ЗАЗ-968М «Запорожец» (рис. 6).
Картеры с неразъемными коренными опорами называют туннельными. Гнезда под коренные опоры в торцовых стенках и поперечных перегородках делают так, чтобы коленчатый вал, предварительно собранный с коренными подшипниками качения, свободно устанавливался в эти гнезда через отверстие в одной из его торцовых стенок.

Рисунок 6 – Туннельный блок-картер
Картеры туннельного типа характерны для автомобильных двигателей воздушного охлаждения. При жидкостном охлаждении туннельные картеры иногда отливают вместе с блоком цилиндра и получают конструкцию повышенной жесткости.
Источник
Устройство блока цилиндров двигателя: просто о сложном
Блок цилиндров двигателя — это деталь 2-х и более цилиндровых поршневых двигателей. Блок цилиндров выполняет две основные функции: он является корпусом для размещения всех узлов, механизмов и деталей двигателя. Второе – блок цилиндров основа для навесных частей двигателя: картер, головка блока цилиндров.
Материал изготовления блока цилиндров
Чугун – традиционный материал, из которого до недавнего времени изготавливались блоки. Чугун применяется с добавками: никель, хром. Положительные качества чугунного блока цилиндров: меньшая чувствительность к перегреву, жёсткость, необходимая при высокой степени форсировки двигателя. Минус – большая масса, которая влияет на динамику легкового автомобиля.

Алюминий – занимает второе место в изготовлении блоков цилиндров. Положительными качествами алюминиевого блока являются: лёгкость и лучшее охлаждение. Как недостаток отмечается проблема с подбором материала, из которого должен выполняться цилиндр.

В современных условиях, для изготовления цилиндров в алюминиевые блоки цилиндров двигателя разработаны технологии: Locasil – запрессовка гильз из алюминий — кремния, Nicasil – в виде никелевого покрытия на алюминиевой поверхности блока цилиндров.
Недостатком никасиловой технологии считается то, что при прогаре поршня или обрыве шатуна, никелевое покрытие выходит из строя и блок цилиндров не подлежит ремонту. Он меняется в сборе. В отличие от чугунного, который подвергается расточке и гильзованию ремонтным комплектом.
Блок цилиндров из магниевого сплава сочетает в себе твердость чугунного, и лёгкость алюминиевого. Но, такой блок очень дорогое удовольствие и на конвейерном производстве не применяется.
Каждый из материалов имеет свои плюсы и минусы, поэтому однозначно заявлять какой из них лучше, некорректно.
Основные требования к блоку цилиндров двигателя
- отверстия всех постелей должны обеспечивать соосность;
- постели должны иметь одинаковый диаметр. Исключение составляют специальные конструкции;
- оси постелей и плоскости блока цилиндров должны быть идеально параллельны.
Обзор основных деталей блока цилиндров
Цилиндр двигателя. Основной деталью цилиндра двигателя является гильза. Применяются два типа гильз:
- гильзы, впрессованные непосредственно в блок цилиндров. Как правило, в алюминиевых блоках;
- съёмные гильзы, которые подразделяются на «мокрые» и «сухие».
Головка блока цилиндров. В её состав входят: камера сгорания, места крепления ГРМ, рубашка охлаждения и каналы смазки, резьбовые отверстия для свечей (форсунок), отверстия для впускных и выпускных каналов.

ГБЦ крепится к блоку цилиндров сверху. Отдельным пунктом нужно отметить технологию крепления ГБЦ к блоку цилиндров. Она требует специальных болтов крепления и выполнения инструкций производителя. Затяжка ГБЦ производится только при помощи динамометрического ключа с соблюдением рекомендуемых параметров момента затяжки и схемы затяжки болтов.
Картер двигателя. В ДВС картер является частью блока цилиндров. Снизу картер закрывается поддоном. По сути, картер – это корпус для кривошипно-шатунного механизма. Крепится к блоку цилиндров снизу.

Удачи вам при изучении и эксплуатации блока цилиндров двигателя.
Источник
Устройство современного двигателя
Блок картер двигателя
Блок – картер является корпусной деталью, представляет собой чугунную отливку, верхняя часть которой образует блок цилиндров, а нижняя – верхнюю часть картера коленчатого вала. В верхней части блок – картера выполнены вертикальные расточки, в которых установлены гильзы цилиндров. Полость между стенками блок – картера и гильзами служит для прохода ОЖ. В поперечных перегородках нижней части блок – картера расточены поверхности, предназначенные для подвески коленчатого вала. Вместе с крышками они образуют постель для коренных подшипников коленчатого вала. Для обеспечения соосности коренных подшипников расточка постелей блок – картера производится в сборе с крышками с одной установки. Поэтому крышки коренных подшипников невзаимозаменяемые.
В передней стенке блок – картера запрессована бронзовая втулка, которая является передней опорой распределительного вала, две другие опоры расточены в теле блока.
На наружных боковых поверхностях блок – картера имеется ряд обработанных привалочных плоскостей для крепления сборочных единиц и агрегатов. К переднему торцу блок – картера крепится картер и крышка картера распределительных шестерен. К крышке картера крепится разъёмная передняя опора. К задней привалочной плоскости блок – картера крепится картер маховика. Картер маховика выполнен из алюминиевого сплава. Картер маховика дизелей со стартерным пуском – фланец для крепления картера. Установочная шпилька, ввёрнутая в резьбовое отверстие на картере маховика, служит для определения положения поршня первого цилиндра в в.м.т.
В связи с применением на дизелях охлаждения поршней маслом в блок – картере касательно каналу главной масляной магистрали выполнены четыре сверления, в которые устанавливаются форсунки. Выходя из сопла форсунки, струя масла омывает донышко поршня, охлаждая его.
Вкладыши коренных подшипников изготовлены из биметаллической полосы сталь – сплав А020 – 1.
Гильзы цилиндров съемные, “мокрого” типа, изготовлены из специального чугуна. Внутренняя поверхность гильзы закалена ТВЧ. Гильза устанавливается в блок – картер по двум центрующим пояскам: верхнему и нижнему. В верхнем пояске гильза закрепляется буртом, в нижнем уплотняется резиновыми кольцами, размещенными в канавках блок – картера.
Полость между стенками блока цилиндров и гильзами образует рубашку охлаждения, заполненную ОЖ.
Головка цилиндров лита из чугуна, общая для всех цилиндров. Для уплотнения плоскости разъёма между головкой и блоком цилиндров установлена прокладка из асбостального полотна. В головке выполнены впускные и выпускные каналы, закрываемые клапанами. Для совершенствования процесса смесеобразования впускные каналы в головке цилиндров дизелей выполнены по типу винтового канала, создающего вращательное движение воздушного заряда вокруг оси цилиндра. Для повышения износостойкости посадочных мест под клапаны головки цилиндров установлены седла из специального жаропрочного сплава. На головке цилиндров имеется четыре гнезда для установки форсунок. Внутренние полости, выполненные в головке цилиндров, служат для прохода ОЖ.
На головке монтируется клапанный механизм, который закрыт алюминиевым колпаком. Стык между колпаком и корпусом колпака уплотнён паронитовой прокладкой.
Источник



