
- Скрепление бесшвейное
- Полезное
- Смотреть что такое «Скрепление бесшвейное» в других словарях:
- Брошюровочно-переплетные операции
- Виды бесшвейного скрепления блоков
- Компью А рт
- Основы технологии бесшвейного скрепления
- Дисперсионные клеи
- Термоклеи
- Комбинирование клеев
- Гибридные клеевые системы
- Оборудование для бесшвейного скрепления
- Бесшвейное скрепление и малые тиражи
Скрепление бесшвейное
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое «Скрепление бесшвейное» в других словарях:
Бесшвейное скрепление — см.: Клеевое бесшвейное скрепление … Реклама и полиграфия
Бесшвейное скрепление блока — скрепление листов или тетрадей издания в корешке не путем сшивания нитками или проволокой, а с помощью клея, замков или спирали. Последние два способа удобны для замены страниц с устаревшими сведениями новыми и для вставки доп. страниц в справ.,… … Издательский словарь-справочник
Бесшвейное (клеевое) скрепление — Скрепление листов или тетрадей клеем в единый блок; Скрепление листов или тетрадей в книжный блок клеем или механическими средствами: замками, зажимами, винтами и т.п., то есть без применения процессов шитья ниткой или проволокой … Краткий толковый словарь по полиграфии
Бесшвейное скрепление блока — скрепление листов или тетрадей издания в корешке не путем сшивания нитками или проволокой, а с помощью клея, замков или спирали … Краткий толковый словарь по полиграфии
БЕСШВЕЙНОЕ СКРЕПЛЕНИЕ — в полиграфин скрепление листов или тетрадей будущего издания (книги, брошюры, журналы) в блок клеем. У скомплектованных блоков корешок торшонируется (обрезается) н. неск. мм и проклеивается клеем, обычно синтетическим. Б. с. используется также… … Большой энциклопедический политехнический словарь
клеевое бесшвейное скрепление — Скрепление листов книжного блока по корешку клеем … Краткий толковый словарь по полиграфии
клеевое бесшвейное скрепление — Скрепление клеем элементов книжного блока по корешку. [http://ofyug.ru/useful/abc/402] Тематики полиграфия … Справочник технического переводчика
Клеевое бесшвейное скрепление — скрепление книжного блока по корешку клеем … Реклама и полиграфия
Two-shot binding — (бесшвейное) скрепление (блоков) с двухразовым нанесением клея … Краткий толковый словарь по полиграфии
Perfect binding — Клеевое [бесшвейное] скрепление (блоков); Клеевое/бесшвейное скрепление (блоков) … Краткий толковый словарь по полиграфии
Источник
Брошюровочно-переплетные операции
Виды бесшвейного скрепления блоков
Бесшвейное скрепление блоков в настоящее время является одним из основных видов скрепления и используется на полиграфических предприятиях наравне со швейным способом. Для некоторых видов изданий бесшвейный способ скрепления становится наиболее производительным и экономичным и вытесняет шитье проволокой и нитками.
Бесшвейное скрепление осуществляется только поблочно (для блоков, скомплектованных подъемкой).
Существует много разнообразных видов бесшвейного скрепления, из которых наиболее известны следующие.
Бесшвейное скрепление блока, состоящего из обычных 16 и 32-страничных тетрадей, по корешковому фальцу которых сделана просечка или продольные надрезы в процессе фальцовки. Просечка необходима для проникания клея внутрь тетради в целях лучшего скрепления всех внутренних листов в блоке.
Бесшвейное скрепление блока, состоящего из тетрадей, имеющих поперечные надрезы в корешке. Надрезы делают после комплектовки блока, глубина их зависит от объема тетради и должна обеспечить достаточное проникание клея между листами. В некоторых случаях в целях повышения прочности бесшвейного скрепления в поперечные надрезы вводят нитки.
Бесшвейное скрепление блока, состоящего из односгибных или многосгибных тетрадей, у которых в процессе фальцовки образовались в корешке односгибные листы.
Бесшвейное скрепление блока, скомплектованного из обычных тетрадей, у которых перед скреплением срезают незначительную часть корешкового поля (фальцы тетрадей). Для увеличения прочности скрепления отдельных страниц между собой срезанную поверхность корешка следует несколько разрыхлить (торшонировать), что увеличивает площадь заклейки.
Из всех перечисленных способов наибольшее распространение имеет последний способ, как менее трудоемкий и более механизированный.
Первый способ бесшвейного скрепления блока, предусматривающий перфорацию корешковых фальцев тетрадей, является достаточно простым и не требует применения дополнительного оборудования, так как перфорацию корешковых фальцев тетрадей можно выполнять на фальцевальных машинах, снабженных перфораторами, а сам процесс скрепления на обычных заклеечных станках. Однако, несмотря на это, данный способ редко применяется, так как не обеспечивает достаточной прочности скрепления тетрадей.
Второй способ является разновидностью первого. Для увеличения прочности клеевого скрепления блока в надрезы необходимо вводить нити, что усложняет процесс и требует установки специального оборудования. Этот способ также не обеспечивает достаточной прочности скрепления и поэтому не получил распространения.
Третий способ бесшвейного скрепления ставит обязательным условием наличие в корешке блока односгибных листов, что возможно при следующих трех вариантах фальцовки листов:
1) при фальцовке листов в один сгиб с последующей комплектовкой односгибных тетрадей в блок;
2) при перпендикулярной фальцовке в два сгиба листов, имеющих специальный спуск полос, обеспечивающий правильную последовательность страниц в тетради. В этом случае первый сгиб должен быть по короткой стороне листа (а не по длинной стороне, как при обычном варианте двухсгибной перпендикулярной фальцовки), в результате получают тетрадь с глухой петлей в головке и два односгибных листа в корешке;
3) при комбинированной фальцовке в четыре сгиба. В этом случае, как и во втором, спуск полос должен предусматривать особенности фальцовки. Листы, имеющие специальный спуск, сначала фальцуют в три параллельных сгиба (гармошкой) по длинной стороне листа, а четвертый сгиб должен быть перпендикулярен первым трем. При этом получают тетрадь с глухой петлей в головке и четыре односгибных листа в корешке.
Бесшвейное скрепление блоков, имеющих в корешке односгибные листы, требует некоторого роспуска листов в корешке при промазке их клеем, без которого нельзя обеспечить необходимую прочность клеевого скрепления тетрадей.
Это условие ограничивает использование данного способа при скреплении блоков, состоящих из тетрадей с глухой петлей в головке, поскольку наличие глухой петли не позволяет получить равномерного роспуска, а следовательно, и равномерного скрепления всего блока. Поэтому бесшвейное скрепление блока при двух последних вариантах фальцовки не получило применения, а используется лишь первый вариант.
Бесшвейное скрепление блока, состоящего из односгибных тетрадей, является более качественным, так как такие тетради позволяют получить равномерный роспуск в корешке, обеспечивающий прочное клеевое скрепление. Этот способ применяется для различных альбомов и атласов с печатью на развороте листа. Однако не исключена возможность его использования и для других типов изданий.
Применение данного способа бесшвейного скрепления на производстве не требует установки какого-либо специального оборудования.
Четвертый способ бесшвейного скрепления получил самое большое распространение на производстве для скрепления как книжных, так и брошюрных блоков. При этом блоки, поступающие на бесшвейное скрепление, могут быть скомплектованы из различных тетрадей.
Тетради, поступающие на бесшвейное скрепление со срезкой корешковых фальцев, должны обязательно иметь увеличенное по ширине корешковое поле, иначе при срезке фальцев нарушится правильное соотношение полей в издании. Увеличение размеров раскладки корешкового поля для различных тетрадей зависит от их объема. Например, для 16-страничных тетрадей раскладка в корешке должна быть увеличена на 2,5—3 мм, а для 32-страничных — на 4,5—5 мм.
Дополнительные элементы — иллюстрации и форзацы — могут быть соединены с блоком по-разному. При комплектовке иллюстраций вместе с остальными тетрадями следует предусмотреть увеличение величины раскладки корешкового поля иллюстраций, так же как и у всех тетрадей блока.
Форзацы, а также иллюстрации, отпечатанные на очень плотных бумагах, нельзя комплектовать как самостоятельные элементы книжного блока, а их следует предварительно приклеить к тетрадям. При бесшвейном скреплении форзац должен быть приклеен к тетрадям с отступом от края корешка не менее чем на 5 мм, иначе при срезке корешковых фальцев тетрадей может быть срезан и фальц форзаца, и форзац потеряет свое основное назначение, так как не будет обеспечивать прочного скрепления блока с переплетной крышкой.
Как уже отмечалось, при данном способе бесшвейного скрепления перед нанесением на корешок клея необходимо выполнить дополнительную технологическую операцию — торшонирование — в целях увеличения заклеиваемой поверхности. Без такого предварительного разрыхления клеевое скрепление будет недостаточно прочным. Для осуществления торшонирования не требуется специального оборудования, так как машины, предназначенные для бесшвейного скрепления данным способом, производят срезку фальцев и разрыхление корешка.
В некоторых случаях после торшонирования на корешок блока дополнительно наносят надрезы, в которые при дальнейшей обработке вводят нити и припрессовывают марлю. Эти дополнительные операции хотя и увеличивают прочность блока, но значительно усложняют весь процесс и снижают производительность.
Бесшвейным способом рекомендуется скреплять блоки, изготовленные из бумаги с достаточной впитываемостю, но обладающей высокой гладкостью и имеющей вес 1 м 2 не более 80 г, так как в противном случае трудно достигнуть достаточно прочного скрепления листов. Кроме того, при печатании желательно располагать полосы текста так, чтобы линия корешка совпадала с долевым направлением бумажного листа, при этом деформация бумаги от увлажнения клеем будет наименьшей.
На корешок книжных блоков, скрепленных бесшвейным способом, необходимо дополнительно наклеить полоску марли и бумаги. Марля не только повышает прочность бесшвейного скрепления, но обеспечивает в дальнейшем высокое качество соединения блока с переплетной крышкой. Полоска бумаги, наклеенная сверху марли, дополнительно увеличивает прочность клеевого скрепления, придает корешку блока определенную устойчивость и предотвращает его склеивание с корешком переплетной крышки.
При бесшвейном скреплении блоков любым из перечисленных способов следует использовать такие клеящие вещества, которые дают прочную и эластичную пленку. Это не только улучшает скрепление, но и позволяет без особых трудностей производить дальнейшую обработку корешка блока.
В настоящее время в качестве клеящего вещества для бесшвейного скрепления рекомендуется применять поливинилацетатную эмульсию с вязкостью от 40 до 80 сек (вязкость выбирают в соответствии с качеством печатной бумаги). Кроме поливинилацетатной эмульсии, возможно также применять полиакриламидный клей № 4.
Кроме этих клеев, могут быть использованы и другие клеи, отвечающие требованиям бесшвейного скрепления, к ним относятся термоклей, клей на основе натурального каучука и др.
Соблюдение правильного технологического режима при бесшвейном скреплении блоков, а также использование прочных и эластичных клеев дает возможность применять этот способ для различных изданий. Однако в настоящее время способ бесшвейного скрепления блоков чаще всего используется для различного типа брошюр, а также некоторых книжных изданий (учебников) небольшого объема (двенадцать 32-страничных тетрадей). В дальнейшем при разработке новых, более прочных клеев способ бесшвейного скрепления может быть рекомендован и для других типов изданий.
Применение бесшвейного скрепления на полиграфических предприятиях дает возможность значительно сократить производственный цикл изготовления книг и брошюр, а также полностью автоматизировать технологический процесс и создать автоматические поточные линии, пропускная способность которых не зависит от объема изданий. Все это позволит значительно снизить себестоимость продукции и повысить рентабельность брошюровочно-переплетных цехов.
Источник
Компью А рт
Владимир Филин, канд. техн. наук
На протяжении столетий для скрепления листов в книжных блоках использовались нитки. Однако сшивание блоков нитками — низкопроизводительный процесс, поэтому в 30-х годах ХХ века начали применять бесшвейное клеевое скрепление. Рассмотрим основы современной технологии бесшвейного скрепления полиграфических изделий, последние разработки в этой области и основные тенденции развития технологического процесса.
Основы технологии бесшвейного скрепления
В полиграфическом производстве бесшвейное скрепление применяется при изготовлении книг, брошюр и различных каталогов, в особенности таких массовых изданий, как карманные книги и каталоги для прямой рассылки товаров по почте.
Проблемы, возникающие при бесшвейном скреплении, вызваны в первую очередь сложностью обработки многостраничных изданий. При определении технологических режимов бесшвейного скрепления нужно также учитывать качество бумаги. В последнее время для изготовления издательской продукции начали использовать так называемые легкие и сверхлегкие мелованные бумаги массой менее 45 г/м 2 , которые, как оказалось, не так-то легко качественно склеить. Это же относится и к бумагам, содержащим вторичные волокна.
Для бесшвейного скрепления в настоящее время применяются дисперсионные клеи и термоплавкие полимерные клеи. Для качественного склеивания двух поверхностей клей должен обладать достаточной адгезией (прилипанием к склеиваемым материалам) и достаточной когезией (силами внутреннего сцепления частиц клея между собой). Если для повышения адгезии молекулы клея должны иметь минимальный размер, то хорошая когезия характерна для высокомолекулярных субстанций. Это следует учитывать при подготовке клея, чтобы его можно было успешно применять в производственных условиях.
Дисперсионные клеи
Сначала подрезанные корешки скрепляли дисперсией синтетических смол. К дисперсионным клеям относится, например, хорошо известная переплетчикам поливинилацетатная эмульсия (ПВА).
Водные дисперсии имеют целый ряд недостатков: малая стойкость к низким температурам, высокий расход энергии в производственном процессе по причине необходимости сушки, возможность коробления бумаг с поперечным направлением волокон, трудности при обработке бумаг с полностью запечатанной поверхностью, низкая прочность скрепления при склеивании мелованных бумаг и пр.
К достоинствам дисперсионных клеев относится высокая эластичность клеевой пленки, что обусловливает хорошую раскрываемость книги. Кроме того, дисперсионнные клеи лучше, чем термоклеи, смачивают склеиваемые субстраты, что обеспечивает полное приклеивание всех свободных волокон бумаги, а также имеют лучшую по сравнению с термоклеями устойчивость к старению, пластификаторам и ультрафиолетовому излучению.
Дисперсионные клеи применяются при изготовлении продукции, предназначенной для длительного использования. При применении дисперсионных клеев производительность линии для бесшвейного скрепления может достигать 8 тыс. циклов в час.
Термоклеи
Около 40 лет тому назад на рынке появились первые клеи из расплавов (термоклеи). Поскольку при использовании термоклеев не требуется сушка, то они обеспечивают высокую скорость скрепления. Состоят термоклеи обычно из синтетических смол, например каучуков.
В 1988 году появились полиуретановые реактивные клеевые составы для бесшвейного скрепления. Полиуретан (PUR) является синтетическим полимером, содержащим в основной цепи микромолекулы уретановые группы -NH-CO-O-, которые синтезируются путем взаимодействия многоатомных спиртов с обладающими большой реакционной способностью диизоцианатами. Полиуретаны отличаются эластичностью и высокой механической прочностью на истирание; они стойки к воздействию масел и жиров, хорошо воспринимают и отдают жирную печатную краску. Эти их качества дали возможность использовать полиуретаны для изготовления накатных валиков красочных аппаратов офсетных машин. Исключительно высокие адгезионные свойства полиуретана позволили применять полиуретановые клеи и для бесшвейного скрепления.
Сшивание молекул в клеях на основе полиуретановых форполимеров с реактивными конечными группами начинается под воздействием влаги, содержащейся в воздухе и в бумаге. Полиуретановые форполимеры обладают хорошей адгезией к бумаге, что ведет к высокому качеству скрепления краев листов. Полиуретановая клеевая пленка после закрепления имеет высокую прочность, отличается высокой устойчивостью к жирам, содержащимся в печатных красках, а также устойчивостью к старению. Клеевое скрепление выдерживает температуру от –40 до +120 0С без потери эластичности. Полиуретановые клеи технологичны с точки зрения утилизации макулатуры, так как высокая прочность клеевой пленки позволяет легко отделять ее от бумаги в процессе переработки.
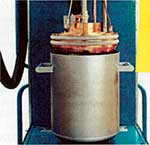
Емкость для плавки полиуретана фирмы Henkel. br 11/2002, c. 25
Полиуретановые термоклеи широко используются в промышленности: в настоящее время на их долю приходится примерно 10% мирового потребления клеев. Возникает резонный вопрос: если реактивные полиуретановые термоклеи обладают столькими достоинствами, что мешает их широкому применению в брошюровочно-переплетных процессах? Дело в том, что существует ряд факторов, замедляющих внедрение таких термоклеев. Прежде всего, для их использования требуется переоснащение технологического оборудования: необходима установка новых клеевых аппаратов с клеевыми емкостями со специальным покрытием, облегчающим чистку, а также поддержание строго определенных температурных условий. И наконец, поскольку полиуретановые клеи закрепляются под воздействием влаги, в производственных помещениях необходимо поддерживать строго определенную влажность воздуха. Для выполнения всех этих условий нужны достаточно большие инвестиции.
Полиуретановые термоклеи поставляются в специальных емкостях, опорожняемых с помощью так называемых барабанных расплавителей (drum-melter). Барабанные расплавители, во-первых, обеспечивают длительную защиту клеев от влаги воздуха, а во-вторых, позволяют выполнять расплавление «по требованию», то есть плавить только то количество клея, которое необходимо для выполнения определенной работы. Поэтому и расход энергии относительно мал.
В настоящее время полиуретановые термоклеи успешно применяются для склеивания бумаги с высокой степенью мелования, отпечатков со значительной степенью запечатки поверхности, а также при изготовлении печатных изданий, предназначенных для интенсивного использования (например, руководств по эксплуатации оборудования) или подвергающихся значительным перепадам температур (например, туристских атласов). При применении полиуретановых термоклеев производительность линии для бесшвейного скрепления может достигать 10 тыс. экз./ч.
Первое поколение реактивных термоклеевых систем появилось на рынке в конце 80-х начале 90-х годов. Такие клеи имели относительно высокую вязкость, а время их окончательного закрепления составляло от 3 до 6 дней. В конце 90-х годов было создано второе поколение подобных систем, которое характеризовалось более высокой скоростью реакции: для достижения окончательной прочности требовалось уже менее 3 дней. В 2000 году были выпущены клеи третьего поколения, характеризующиеся еще более высокой скоростью химической реакции (от 6 до 16 часов). Эти клеи имеют низкую вязкость и отличаются очень высокой стабильностью. На выставке DRUPA-2000 полиуретановые клеи для бесшвейного скрепления представляли уже около двух десятков фирм. Несомненно, на предстоящей DRUPA-2004 тоже будет демонстрироваться немало разработок в данной области.
Комбинирование клеев
Для повышения качества склеивания различные клеи могут комбинироваться друг с другом (two-shot), при этом один из клеевых составов играет роль грунта (праймера), а другой основного клея (top-coat). На практике используются сочетания двух дисперсионных клеев, двух термоклеев, а также комбинация дисперсионного клея как праймера и расплава как основного клея. Для комбинирования клеев необходимо иметь машину для клеевого скрепления, оснащенную двумя устройствами для нанесения клея.
Путем комбинирования двух дисперсионных клеев, во-первых, оптимизируется адгезия клея к краю листа, а во-вторых, обеспечивается надежное соединение тяжелых обложек с блоком.
При комбинировании дисперсионного клея и термоклея в качестве праймера обычно применяют дисперсионный клей низкой вязкости, обеспечивающий прочное приклеивание краев листов. Дисперсионный клей накладывается очень тонким слоем, после его сушки в качестве основного слоя наносится термоклей, стабилизирующий скрепление корешка и служащий для прочного приклеивания обложки.
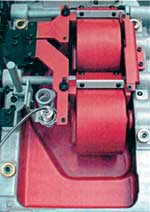
Клеевой аппарат для полиуретана фирмы Henkel. br 11/2002, c. 24
Некоторые фирмы предлагают комбинировать дисперсионный клей с реактивным полиуретановым термоклеем. Такие системы могут использоваться с применением ИК-сушки. Клеи наносятся посредством валиков или инжекторным способом. Низкая вязкость и хорошие реологические свойства дисперсионных клеев позволяют наносить их тонкими слоями, что улучшает раскрываемость книг, а также обеспечивает высокую экономичность процесса. Термоклей на основе полиуретана гарантирует высокую прочность скрепления книги уже через несколько часов после нанесения.
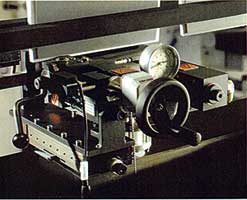
Сопловое устройство нанесения клея фирмы Nordson Deutschland GmbH. br 6/2001, c. 24
При правильном выборе комбинации клеев можно повысить качество продукции по сравнению со скреплением обычным термоклеем и увеличить скорость обработки по сравнению со скреплением дисперсионным клеем. При этом следует помнить, что в связи с использованием двух различных клеев неизбежны дополнительные затраты.
Гибридные клеевые системы
Гибридные клеи (Dual-Cure) представляют собой системы, в которых начальная сшивка молекул происходит в первые же секунды под действием УФ-излучения, после чего прочность соединения увеличивается благодаря дополнительной сшивке. Ранее эти системы не удавалось создать, так как фотополимеры относительно низкой вязкости после их нанесения на материал не обладали достаточной когезией. Теперь эта проблема решена.
Новые клеи позволяют выполнять в линию прессование блоков и кругление корешков, что существенно повышает производительность изготовления книг и брошюр. Стало возможным хранить книжные блоки в течение нескольких дней перед вставкой их в крышку, не опасаясь, что изменится приобретенная блоком в процессе кругления и прессования форма.
Оборудование для бесшвейного скрепления
Ведущие производители машин и линий для бесшвейного скрепления изданий предлагают высокоавтоматизированные устройства и системы для обработки больших, средних и малых тиражей, в том числе минимальных тиражей, вплоть до единичных «по требованию». Среди них есть и универсальные устройства, на которых можно изготавливать разнообразную печатную продукцию (брошюры всех видов, книги, каталоги, журналы и пр.) с использованием различных клеев. Производительность некоторых моделей достигает 20 тыс. циклов в час. Современное оборудование для бесшвейного скрепления успешно интегрируется в цифровой рабочий процесс полиграфического предприятия. Среди производителей такого оборудования компании Heidelberger Druckmaschinen AG, Kolbus GmbH, Muller Martini AG, Wohlenberg Buchbindesysteme GmbH и ряд других.
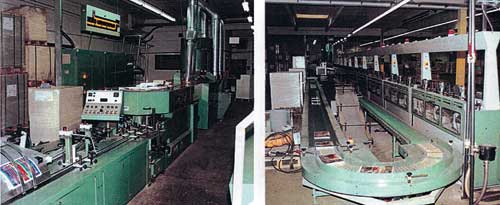
Линия для клеевого скрепления в одной из немецких типографий br 6/2001, c. 47
Бесшвейное скрепление и малые тиражи
Бурное развитие цифровой печати обусловлено появлением в последнее время все большего числа устройств клеевого скрепления для малых тиражей. В связи с этим возник спрос на термоклеи низкой вязкости, обрабатываемые при низких температурах (порядка 130 0С) и не имеющие сильного запаха, так называемые Coolbind-Hotmelts.
Мы кратко рассмотрели современное состояние и основные направления развития технологии бесшвейного скрепления полиграфической продукции. Совершенно очевидно, что клеевое скрепление за последние десятилетия превратилось из второстепенной в ведущую технологию изготовления издательской продукции и ее развитие успешно продолжается.
По материалам фирм H. B. Fuller Deutschland GmbH, Henkel KGaA, National Starch & Chemical, Planatol Klebetechnik GmbH.
Источник



