
- Как делают трубы: особенности производства бесшовных труб
- Особенности бесшовных изделий
- Эксплуатационная сфера
- Технология изготовления бесшовных труб с помощью горячей прокатки
- Технология производства бесшовных труб с помощью метода холодной прокатки
- Разновидности трубных изделий без швов
- Процесс производства бесшовной трубы
- Бесшовная, стальная и цельнотянутая механическая труба
- Нюансы изготовления цельнотянутой трубы
- 1 Достоинства и недостатки сплошной конструкции
- Плюсы и минусы цельнотянутых бесшовных труб
- Особенности бесшовных труб
- Технические характеристики
- Классификация
- Способы производства
- Изготовление бесшовной трубы – горячая прокатка
- Холодная прокатка
- Разновидности
- Области использования цельнотянутой продукции
- Сфера применения
- Стандартизированные требования к размерам изделий
- Нормы для горячедеформированных труб
- Расчет веса: таблица и калькулятор
- Примерная цена
- 5 Как проводятся испытания и проверка качества?
- Особенности монтажа и соединения
- Видео
- Корректировка параметров изделий при изготовлении
Как делают трубы: особенности производства бесшовных труб
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».
Бесшовные трубы производят методами холодной и горячей прокатки на специальных станках
Особенности бесшовных изделий
Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.
Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Полезная информация! Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
- высокий коэффициент теплопроводности;
- низкий показатель линейного расширения;
- антикоррозийная стойкость толстостенной продукции.

Бесшовные трубы отличаются более высокой стоимостью по сравнению со сварными
К основным недостаткам таких изделий можно отнести:
- высокая стоимость;
- сложный монтаж.
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.
Эксплуатационная сфера
Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.

Из бесшовных труб монтируют магистрали, работающие в особых условиях
Технология изготовления бесшовных труб с помощью горячей прокатки
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
- На первом этапе происходит подготовительная работа. Заготовка подготавливается к последующей обработке. Заготовка является полым элементом, который имеет определённые показатели сечения и длины. Изготовление такой заготовки происходит из особого вида стали. Перед прокаткой этого первичного элемента, его нагревают до высоких температур (1180–1200 °C).
- На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
- И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Обратите внимание! Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.

Горячекатаные трубы производятся по достаточно сложной технологии, требующей особого контроля
Технология производства бесшовных труб с помощью метода холодной прокатки
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
- В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
- очистка с помощью химических веществ;
- протравливание.
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
- Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
- При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

Холодная прокатка осуществляется при помощи вальцовочного станка
В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Обратите внимание! Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Кроме этого, все бесшовные изделия классифицируются в зависимости от марки стали. На сегодняшний день существует около 10 марок стали, из которых разрешено производить бесшовный металлопрокат.
Источник
Процесс производства бесшовной трубы
Технология промышленного производства бесшовной трубы невероятно сложна и трудоемка. Каждый этап требует огромных затрат энергии и материалов.
Такие трубы часто используются для транспортировки стерильных сред, например молока, поэтому к их изготовлению предъявляются самые строгие требования.
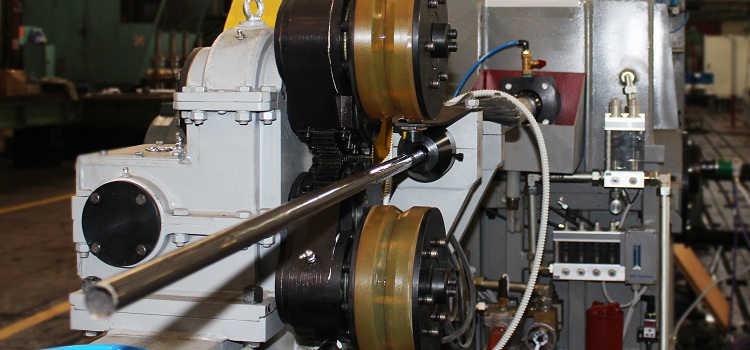
Основное конкурентное преимущество бесшовных труб — отсутствие сварных швов, являющихся самым уязвимым местом любой сварной трубы. По этому к процедуре соединения предъявляются высокие требования надежности.Описание способа горячекатаного прокатаНержавеющий металл должен быть очищен от посторонних примесей, а сам процесс производства — тщательно контролироваться на всех этапах:Металлическая заготовка из легированной стали разогревается до определённой температуры в печи1250—1300°С .Нагретая докрасна, она подается на прессовально-прошивочный стан, где гигантское шило «пуансон «из специального состава, пронизывает заготовку насквозь, с напылением смазки на пуансон. (Рис.1)
После этого будущая труба раскатывается валиками до заданной длины, с требуемыми показателями толщины стенок, наружного и внутреннего диаметра.Готовый элемент остывает и подвергается конечной калибровке в специальной емкости.
Заключительный этап — подготовка отрезков необходимой длины и маркировка готовых к продаже изделий.Некоторые марки бесшовных стальных труб подвергаются особой процедуре дополнительной закалки. Изделие нагревается, после чего быстро охлаждается. Повторенная несколько раз, процедура перестраивает молекулярную решетку стали, сообщая ей новые свойства.
©Видео с youtube.com/ https://www.youtube.com/embed/UzqeZdHV9ScДля производства бесшовных труб из нержавеющей стали применяются следующие марки стали:
12Х18Н10Т. Наиболее устойчива к коррозии, используется чаще других. Легирующие добавки: никель, титан и хром. Хром усиливает антикоррозийные свойства, титан усиливает прочность, никель сообщает сплаву необходимую пластичность.
10Х17Н13М2Т. Отлично подходит для транспортировки химикатов с высокой кислотностью. Главные потребители такой продукции — химические и медицинские предприятия, пищевые производства
06ХН28МДТ. Успешно эксплуатируется в нефтехимической и металлургической отраслях.
10Х23Н18. Высоколегированный сорт стали, обладающий повышенной устойчивостью к большим температурам и воздействию открытого огня. Трубы из такой стали находят применение в строительстве камер для сжигания топлива, высокотемпературных котлов. Легко выдерживают продолжительное воздействие температур до 1100 °C.
Рис. 1 Схема прошивки заготовки пуансоном
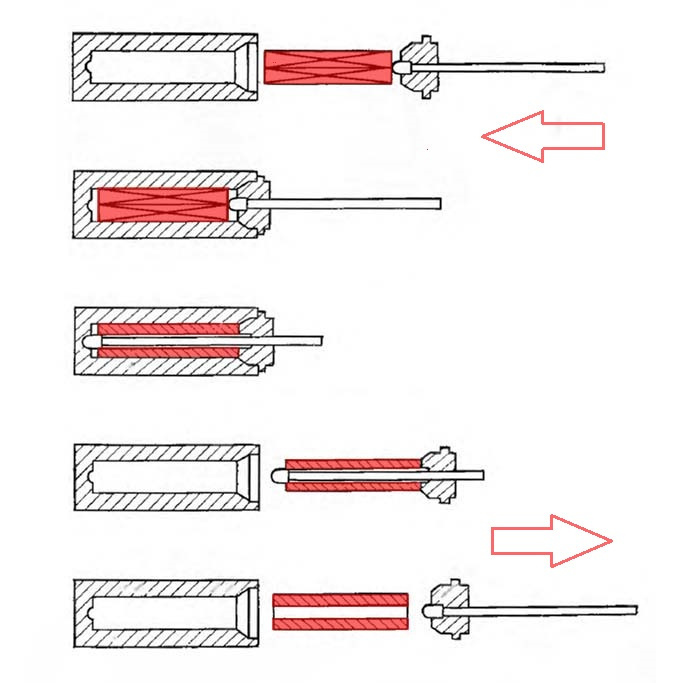 Схема работы стана © mv-steel.ru
Схема работы стана © mv-steel.ru
Технические характеристикиБесшовные трубы из нержавеющей стали выгодно отличаются показателями прочности и устойчивости к образованию ржавчины. Отсутствие сварных швов гарантированно защищает изделия от околошовной коррозии.
В сравнении с электросварными аналогами можно выделить ряд преимуществ:Труба не имеет сварного шва — самого слабого участка изделия.Имеет одинаковую прочность на всем протяжении.Помимо этого, такие трубы эффективно эксплуатируются при высоких показателях давления носителя, и способны противостоять разрушительным внешним воздействиям. Это дает возможность использовать их в условиях повышенной влажности, высоких и низких температур окружающей среды. Пороговое значение температуры для простого носителя составляет 800 °C, для агрессивных химикатов — 350 °C.
Из прочих важных характеристик можно отметить:
Сопротивление материала на разрыв — не менее 529 Н/кв.мм.Показатель относительного удлинения — не менее 40%.Содержание серы в стали не — менее 0,02%.
Допустимая кривизна изделий также жестко регламентирована и не должна превышать следующих значений:
Трубы с толщиной стенок свыше 0,5 мм — 1 мм на 1 м длины.Изделия с толщиной стенок менее 0,5 мм и сечением свыше 15 мм — 2 мм на 1 м длины.
Виды бесшовных труб
В зависимости от технологии производства, промышленность предлагает потребителям два типа изделий: горячекатаные и холоднокатаные трубы.
Можно также встретить термин горячепрессованные или горячедеформированные. Выпускаются по ГОСТ 9940-81. Технология горячей прокатки не позволяет делать трубы малых диаметров. Кроме того, в этом случае не всегда удается получить идеально гладкую поверхность трубы и гарантировать точность размеров.
Иначе — холоднотянутые или холоднодеформированные. Их производство регламентируется ГОСТ 9941-81. От горячекатаных отличаются, в первую очередь, меньшим сечением и тонкими стенками. Поверхность труб при таком способе производства более гладкая. При выпуске изделий с отличным от круглого типом сечения (прямоугольник, звезда, овал, шестигранник ) используется только метод холодной деформации.
Толстостенные и тонкостенные трубы
Другой критерий — толщина стенки изделия. Этот показатель во многом определяет сферу применения трубного материала. Разделяют толстостенные и тонкостенные стальные трубы:
Горячекатаная бесшовная труба имеет диаметр 28-426 мм, при толщине стенки — 3-40 мм.Холодный прокат допускает производство труб диаметром 0,3-450 мм с толщиной стенок 0,06-12 мм.
Резка труб осуществляется под прямым углом. Область спила в обязательном порядке зачищается от неровностей и заусенцев. Поверхность изделия должна иметь однородную структуру, без трещин, вмятин или закатов.
Источник
Бесшовная, стальная и цельнотянутая механическая труба

Бесшовные стальные трубы являются самыми прочными среди прочих трубных изделий. Цельная стенка, наряду с природой металла, обеспечивает трубопроводам исключительные возможности – их эксплуатируют в жестких условиях высоких температур и давления. Бесшовные стальные трубы это дорогие изделия, для производства которых используется специальное оборудование и технологии.
Нюансы изготовления цельнотянутой трубы
Изделие цельнотянутое, которое к тому же не имеет швов, считается одним из видов бесшовной продукции, в изготовлении, которого используют одинаковую технику производства и имеют дело с горячим прокатом, что позволяет получить в результате высокие показатели свойств таких, как прочность. Применяя способ, который заключается в вытягивании из горячей металлической массы заготовку для изделия, получается надежная и прочная продукция. После того как заготовочная деталь сформирована, она становится пригодной для процесса калибрования.
труба цельнотянутая нержавеющая
Бесшовные изделия из горячего проката можно получить на специальном оборудовании, в частности, на прокатном станке (отверстие получают по принципу прошивания). Помимо известных способов, еще имеются альтернативные методы, например, высверливать отверстие в цилиндрах (заготовочных деталях).
Все указанные способы изготовления нацелены на один результат в итоге создать монолитную продукцию, которая сможет отличаться своей однородностью, что означает то, что будет иметь преимущественные черты перед иными разновидностями труб. В такой ситуации цельная структура трубы обеспечит свойство надежности, высокий уровень устойчивости к коррозийным образованиям, стойкость к воздействию высокого давления.
На цельнотянутое изделие в большинстве случаев наносят слой цинка, что обеспечивает отсутствие обязательного применения вспомогательных мероприятий, направленных на защиту от коррозии. Оцинкованная продукция не предполагает обязательного нанесения грунтового или красящего вещества, исключение составляет лишь резьбовые участки, а, точнее, соединительные узлы, где наблюдается повреждение верхнего оцинкованного покрытия. Чтобы избежать аварийных ситуаций на стыковочных местах, цельнотянутую трубу необходимо соединить при помощи фитинга или муфты, которые, в свою очередь, также выполняются из однородного с изделием материала.
1 Достоинства и недостатки сплошной конструкции
Область использования таких труб довольно обширная, и все благодаря их неоспоримым достоинствам, о которых мы сейчас и поговорим. Отсутствие швов делает продукцию практически неуязвимой. Трубы отличаются небольшим линейным расширением, вызванным воздействием высоких температур, не боятся высокого давления, коррозионно-устойчивы. Степень теплопроводности зависит от металла, как правильно, она находится на высоком уровне.

Идеально гладкая внутренняя поверхность способствует лучшей пропускаемости. По сравнению со сварными конструкциями такие трубы имеют гораздо лучшие показатели прочности и устойчивости к внешнему воздействию. Их изготавливают из различных марок сталей, которые во многом определяют сферу использования. Существует множество вариаций соединения таких труб, нужный способ подбирается в зависимости от типа сооружения. При этом, чтобы конструкция получилась достаточно надежной, к монтажу предъявляются особые требования.
Скажем несколько слов и о недостатках. Толстостенные изделия обычно славятся высокими антикоррозионными свойствами, при этом страдает их гибкость, что может вызвать некоторые трудности при проведении ремонтно-строительных работ. К тому же, для их производства необходимо специальное дорогое оборудование, да и саму технологию простой назвать нельзя. Все это в сочетании с дорогими материалами негативно сказывается на себестоимости продукции, и в некоторых случаях ее использование попросту нецелесообразно.
Плюсы и минусы цельнотянутых бесшовных труб
Недостатков у этих труб немного, основной – огромная цена за 1 тонну изделия. Но многих покупателей интересует другое, отсутствие шва плюс или минус этого строительного материала.

По сути это главное достоинство, ведь оно позволяет иметь высокую прочность и герметичность на всей поверхности, иметь небольшой вес, отличную износоустойчивость. Цельнотянутые заготовки активно используются во многих сферах, даже в авиастроении, что говорит о их надежности.
Особенности бесшовных труб
Бесшовные трубы выпускают из стали – высокопрочного сплава железа с углеродом, который обладает твердостью, устойчивостью к внешним воздействиям. Отсутствие шва и толстые стенки ставят этот трубный материал вне конкуренции.

Технические характеристики
Технические характеристики трубных бесшовных изделий зависят от марки стали и способа их производства – горячим или холодным прокатом. Выпуск изделий регламентирован специально разработанными нормами ГОСТ (государственным стандартом). На выходе с прокатного стана должно получиться изделие, строго соответствующее заданным параметрам.

Для горячекатаных ГОСТ 8732-78:
- Толщина стенки – минимально 2,5 мм, максимально 75 мм.
- Вес на единицу длины изделия. Вес должен соответствовать диаметру и толщине стенки. Точные значения веса трубопроката указаны в соответствующих ГОСТах в виде табличных данных для каждого размера.
- Диаметр. Промышленность выпускает бесшовные стальные трубы в широком диапазоне размеров от 20 мм в диаметре до 530 мм.
- Длина изделия. ГОСТ регулирует длину выпускаемых бесшовных труб. Стандарты следующие: длина 4-12 м с допустимыми отклонениями до 6 метровой длины 10 мм; длиннее 6 м – до 15 мм.
- Допустимые отклонения кривизны от 1,5 до 4 мм.

Для труб, произведенных холодной прокаткой ГОСТ 8734–75:
- Толщина стенки – минимально 0,3 (особотонкостенные), максимально 24 мм (особотолстостенные).
- Вес на единицу длины изделия указан в таблице соответствующего ГОСТа.
- Диаметр от 5 мм до 250 мм.
- Параметры длины: мерные трубы 4,5 — 9 м, немерные 1,5 — 11,5 м и кратной мерной длины 1,5 — 9 м. Вариативность от 5 до 10 мм.
- Допустимые отклонения кривизны от 1 до 3 мм в зависимости от диаметра изделия.
Обратите внимание! Кроме горячекатаных и холоднокатаных труб, существует технология изготовления особо прочных, толстостенных изделий – цельнотянутых бесшовных труб.
Классификация
Помимо способа изготовления, бесшовные трубы разделяют по следующим характеристикам:
- По геометрической форме трубные изделия могут быть круглыми, квадратными, прямоугольными.
- По толщине стенок. Параметр рассматривается в значении отношения внешнего диаметра трубы к толщине ее стенки. Значение варьируется от 1:40 (особотонкостенные изделия) до 1:6 (особотолстостенные изделия).
- По длине – мерные, немерные и кратные мерной длине.
- По диаметру – на малые, средние, большие.

По контролируемым параметрам сплавов для изготовления бесшовных труб их классифицируют особо, маркируя буквами:
- А – механические свойства;
- Б – качественный состав сплава;
- В – сочетание механических свойств изделия и его состава;
- Г – химический состав + контроль образцов изделия на механические свойства;
- Д – контроль механических свойств, химического состава сплава + испытание на гидроудар.
По назначению бесшовные трубы разделяют на 6 классов, каждый из которых подразумевает особые технические характеристики бесшовной трубы для эксплуатации в определенных условиях.
- Трубы стандартного назначения (газовые). Используются повсеместно для транспортировки газов и жидкостей, в строительстве для ограждений, верховых конструкций.
- Магистральные трубопроводы, которые эксплуатируются под давлением.
- Трубы должны выдерживать комбинацию высокого давления и высоких температурных значений.
- Изделия используются в оборудовании для разведки и добычи нефти, газа.
- Трубы, предназначенные для изготовления особо прочных конструкций в строительстве, машиностроении.
- Бесшовные трубы, которые используются для изготовления поршневых механизмов в машиностроении, где эксплуатация сопряжена с механическим и гидравлическим воздействием.
Обратите внимание! При заказе бесшовной трубы следует определиться с параметрами нужного изделия, исходя не только из размеров, но из его предполагаемой эксплуатации.
Способы производства
Различают две технологии изготовления бесшовных труб – горячую и холодную деформацию металла. В обоих случаях бесшовная труба производится из цельного куска металлического сплава цилиндрической формы.

Изготовление бесшовной трубы – горячая прокатка
Изготовление бесшовной металлической трубы горячим методом состоит из 3 циклов:
- Изготовление заготовки. Для будущей трубы изготавливается цилиндрическая заготовка из металлического сплава, которая имеет заданную длину и сечение. Перед прокаткой деталь нагревают в специальных печах до температуры около 1200 градусов.
- Формирование специальной гильзы для будущей трубы из заготовки. Гильза представляет собой отцентрованный полуфабрикат с отверстием по оси будущей трубы. В специальном станке гильзу прошивают вдоль оси, формируя начальное отверстие. Теперь деталь напоминает трубу, но с очень толстыми стенками и малым внутренним диаметром.
- Прокатка гильзы до состояния трубы с заданными параметрами осуществляется на последнем этапе изготовления бесшовного трубного материала. Здесь применяются несколько разных приемов. В ходе манипуляций гильза вытягивается в заданном направлении между специальными валиками.
Все технологические процессы на трубопрокатных предприятиях автоматизированы. Каждому этапу соответствует специальное дорогостоящее оборудование. Процесс изготовления бесшовных труб является энергоемким. Соответственно на выходе производитель получает высокую стоимость готового изделия.
Обратите внимание! Бесшовные трубы для придания им устойчивости к коррозии, покрывают слоем цинка. Такие изделия устойчивы к появлению ржавчины, которая является основным недостатком при эксплуатации металлических изделий.
Холодная прокатка
Процесс холодного формирования из цельной заготовки трубы нужных параметров проходит под механическим воздействием. Важным предварительным этапом здесь является протравливание заготовки для химической очистки стали. Очистку проводят кислотами, после чего изделие нейтрализуют щелочью, очищают, сушат.
Формирование круглого сечения проводят в горячем виде на специальном прошивочном станке. После чего изделие охлаждают. Окончательная форма придается в холодном виде особыми валиками. Меняя угол наклона валиков, формируют разное сечение изделий. Благодаря специальной обработке, при холоднокатаной технологии получаются изделия высокой прочности с тонкими стенками и небольшим весом на погонный метр.
Обратите внимание! Холоднодеформированные трубы обладают большей прочностью в сравнении с изделиями, полученными на горячем прокате.
Разновидности
 труба стальная цельнотянутая бесшовная
труба стальная цельнотянутая бесшовная
Специальные нормативы, четко предполагающие все параметры и виды стального материала, из которого и изготавливают бесшовную цельнотянутую продукцию, предполагают, что такие виды изделий относятся к толстостенной разновидности.
В зависимости от того, как соотносятся диаметральный параметр и размер толщины стен бесшовную трубу можно разделить на следующие типы:
1. С особо толстыми стенами (толщина стены больше диаметрального параметра на 12%);
2. С толстыми стенками (стена имеет толщину около 5-10% диаметрального размера);
3. С наличием тонких стен (в пределах 2,5-5,5%);
4. Трубы, имеющие очень тонкие стенки (меньше чем 2,5%).
Размер толщины стенок указывает на тип изделия, а именно:
1. Труба с усилением;
2. Легкое изделие;
3. Трубы обыкновенные.
 цельнотянутые трубы размеры
цельнотянутые трубы размеры
Лучшим вариантом в зависимости от устойчивости к коррозийным образованиям считается труба с усилением, а более простым для изготовления формаций с изгибом, которые так необходимы при установке, конечно же, легкое изделии. По длине цельнотянутые изделия являются немерной продукцией и могут иметь длину в пределах 1,510 метров. Так как такой вид труб имеет большую популярность, и используются в самых разных сферах, там, где используется промышленный процесс, трубы зачастую изготавливаются не только из стального материала, но и разных смесей металлов, и даже из цветного металла.
Области использования цельнотянутой продукции
Высокая прочность, которая отличает бесшовные изделия, сделала их незаменимой деталью в трубопроводных конструкциях, где перемещаются агрессивные жидкости, тем самым на трубы воздействует высокое давление или режим повышенной температуры, к примеру, горячие пары. Это позволило применять цельнотянутые изделия в различных магистралях, трубопроводных линиях, в частности, это касается коммунальных предприятий. Однородная гладкая поверхность изнутри таких изделий является идеальными условиями для транспортировки питьевых ресурсов. Так как трубопроводы из бесшовной продукции отлично переносят высокие температурные показатели и перепады давления, кроме того, химическое воздействие, они являются находкой для применения их в отопительных системах и системах подачи горячей воды.
Свойства прочности и надежности муфт при соединении гарантируют безопасные условия применения такой продукции при установке взрывоопасного трубопровода, по которому предположительно могут транспортироваться газообразные вещества, нефтепродукты и иные углеводородные соединения. К примеру, на предприятии, которое перерабатывает нефть, все трубопроводные конструкции выполнены из бесшовной продукции.
 вес трубы цельнотянутой
вес трубы цельнотянутой
Еще одна область для применения бесшовных изделий энергетическая сфера и атомное дело, строительство тракторов, строительство авиационных установок, угольная промышленность и бурильные процессы. Без них не может обойтись монолитные строительные процессы, а машиностроительная сфера без такой трубы не сможет обеспечивать в своем механизме механизмы валов для передачи вращательных действий.
Из-за отсутствия швов такой тип горячего проката применяется в сфере оборонного дела, строительства судов, строительства вагонов и в тяжелых видах промышленности. Высокий уровень стойкости к изнашиванию обеспечил использование бесшовной продукции в сфере, где имеется более сложный эксплуатационный режим металлических материалов. Ценовая политика цельнотянутых бесшовных изделий определяется в зависимости от уровня спроса и типа заготовочных деталей, нормативов, касающихся такого свойства, как прочность, кроме того, марка стали тоже играет важную роль.
Сфера применения
Технические характеристики стальных бесшовных труб сделали их очень востребованными на рынке прокатных металлоизделий. Их используют в нефтедобычи, химической промышленности, машиностроении, а также при установке жилищно-коммунальных коммуникаций и во время строительных работ.
Благодаря высочайшим показателям прочности на разрыв и легкий вес трубы бесшовной позволили ей стать востребованными в авиастроении и судостроении.
Стандартизированные требования к размерам изделий
Требования, которые предъявляются к холоднодеформированным изделиям, изложены в стандарте 8734 от 1975 года. По этому документу бесшовная труба может выпускаться немерной или мерной длины. При первом варианте эта характеристика находится в границах 4,5-9 метров, при втором – от полутора до 11,5 м. Предельные отклонения – не больше 1 см.
По согласованию с заказчиком трубы мерной длины можно выпускать от 4 до девяти метров при неизменном значении предельных отклонений. Изделия кратной мерной длины производятся размерами от полутора до 9 м.
Обратите внимание! Обычно продукцию изготавливают в соответствии с толщиной стенки и наружным диаметром, однако, при требованиях заказчика, можно ориентироваться на другие характеристики, например, разностенность и оба диаметра или стенку и внутренний диаметр.
По желанию заказчика предельные отклонения также могут быть комбинированы. К примеру, по диаметру изделие изготавливается обычной точностью, а по толщине стенки – повышенной.
Производители обязаны следить, чтобы ни разностенность, ни овальность труб не выходили за границы допустимых отклонений. В стандарте также приводятся значения кривизны. Для изделий сечением до 8 миллиметров она не должна быть более 3 мм, в пределах 8-10 мм – более 2 мм на 1 м длины, больше 10 мм – более полутора миллиметров.
Нормы для горячедеформированных труб
Горячедеформированные бесшовные изделия должны в полной мере соответствовать нормам, которые оговорены в государственном стандарте 8732 от 1978 года. В этом документе содержатся таблицы с возможными размерами изделий. Горячедеформированная продукция мерной/немерной длины изготавливается от 4 до 12,5 метров. В случае длины кратной мерной возможен припуск, который не превышает 5 миллиметров на каждый рез.

Производство горячедеформированных труб осуществляется в строгом соответствии с ГОСТами
Обратите внимание! Допустимое предельное отклонение составляет +15 мм, если изделие больше 6 м, +10 мм, если труба короче этой длины.
Как и для холоднодеформированных элементов, разностенность и овальность не должны выводить стенку и диаметр за указанные границы. Кривизна труб зависит от толщины металла (все значения соответствуют одному метру изделия). Если она меньше 20 мм, то параметр не может быть выше 1,5 мм; если 20-30 мм – до 2 мм. Для труб с большей толщиной стенки допустима кривизна до 4 мм.
Расчет веса: таблица и калькулятор
Приведенная выше таблица позволяет вычислить каков вес труб стальных бесшовных различного диаметра, толщины стенки и плотности материала. Если у вас нет возможности измерить весами массу приобретенных изделий, то подсчитать её можно использую данные из таблицы.
Так же для вашего удобства мы разместили калькулятор для более быстрого расчета:
Примерная цена
Бесшовные заготовки из стали имеют достаточно высокую стоимость, что связанно в основном с использованием трудоемких и наукоемких способов их изготовления, но влияют на цену и другие аспекты, например, стоимость материала и размеры.
Обычно цена указывается за 1 тонну готовых заготовок, сегодня на рынке тенденция роста стоимости на этот вид товара. Средняя цена за одну тонну бесшовной трубы 82 479 рублей, при этом в разных регионах она разная. Перед покупкой определите, какие заводы выпускают этот товар в вашем регионе, какую они предлагают цену на заготовки имеющие различные характеристики. Согласно статистике есть возможность приобрести 1 тонну по низкой цене в 73 247 рублей, у некоторых крупнейших производителей.
5 Как проводятся испытания и проверка качества?
Бесшовная труба повышенного качества обязательно подвергается ряду испытаний, ведь в дальнейшем она будет частью весьма ответственных конструкций. Убедившись в том, что поверхность изделия не имеет никаких дефектов, с помощью специальных приборов измеряется длина, кривизна, овальность и диаметр полого предмета. Кроме того, обязательными являются испытания на растяжение, которые проводятся в соответствии с ГОСТ 10006–80. Определяют относительное удлинение и сужение элемента после разрыва, предел текучести материала и его временное сопротивление.

Испытания бесшовных конструкций
Еще бесшовная труба подвергается испытаниям на растяжение при повышенных температурах (ГОСТ 19040–81). В этом случае определяются характеристики материала при воздействии температур от 35 до 1200 °С. Эти элементы должны пройти и испытания гидравлическим давлением, в противном случае необходимо проводить контроль качества каждого изделия. В ГОСТ 17410 оговариваются условия проведения ультразвукового контроля. Если хотя бы по одному из показателей результаты неудовлетворительные, то проводят повторные испытания, но уже берется удвоенное количество образцов.
Особенности монтажа и соединения
Тип монтажа и соединения бесшовных труб напрямую зависит от толщины стенок, но как наиболее эффективное и надежное соединение зарекомендовала себя сварка. Концы изделия при этом должны быть обязательно обрезаны – так шов будет лучше взаимодействовать с поверхностью.
Тонкостенные изделия сваривают газовым сварочным аппаратом – он позволяет проводить работы аккуратно даже новичку.
А вот трубы со стенками толщиной 20 мм и больше сваривают исключительно электросваркой – мощность газового аппарата слишком слабая.
Согнуть горячедеформированные Гост 8732 78 трубы можно используя механические трубогибы, если того требует конструкция в которой они используются.
Видео
Корректировка параметров изделий при изготовлении
Оправка установлена между валами, а гильза из металла насаживается на нее во время следующих проходов. Смещение конструкции можно избежать при помощи неповоротных роликов и направляющих линеек. Для корректировки диаметра трубы существуют разные автоматические установки. Их работа производится по такому принципу: оправка в калибр вставляется так, чтобы оставался зазор, равный стеночной толщине будущего изделия. Далее бесшовная конструкция подвергается прокатке, а оправка каждый раз разворачивается на прямой угол. Для того чтобы труба поступила на оправку, необходимо опущение нижнего ролика установки. После занятия заготовкой нужного места ролик помещается в свое исходное положение.
Холоднодеформированная труба производится на основе горячекатаной заготовки, нагрев которой выполняется до небольших температур. Будущая труба проходит процесс волочения, во время которого происходит ее вытягивание, регулируется диаметр и уменьшается стеночная толщина. Такие элементы отличает высокое качество поверхности. Антикоррозионные свойства труба обретает путем цинкования. Тонкий слой цинка способствует появлению защитной пленки на поверхности металла, которая препятствует его контакту с О2 (кислородом) и его проникновению вглубь. Изделия, обработанные подобным образом, не нуждаются в грунтовке либо покраске.
Цельнотянутые трубы являются незаменимыми элементами конструкций, эксплуатируемых в сложных и агрессивных условиях. Их параметры во многом превосходят прочностные характеристики изделий со швом.
Источник



