
Альтернативные формы оценивания.
статья по теме
Использование альтернативных способов оценивания позволяет разрешить противоречие, между: традиционной ориентацией на оценку знаний, умений и навыков учащихся, как критерий качества образования и необходимостью более широкого восприятия результатов обучения, как образовательных достижений учащихся, определяющихся не только знаниями умениями и навыками, но и его академической и личностной успешностью, состоянием психологического здоровья.
Скачать:
| Вложение | Размер |
|---|---|
| Альтернативные формы оценивания | 81.5 КБ |
Предварительный просмотр:
Альтернативные формы оценивания.
Подготовила: учитель начальных классов
В современной школе приоритетной целью становится развитие личности, готовой к правильному взаимодействию с окружающим миром, к самообразованию и саморазвитию, актуальной задачей для начального общего образования является формирование учебной деятельности как желания и умения учиться, развитие познавательных интересов и готовности к обучению в основном звене. Поэтому важное значение имеет контрольно-оценочная самостоятельность ребенка, то есть умения контролировать и оценивать свою деятельность, устанавливать и устранять причины возникающих трудностей.
Система контроля и оценки позволяет установить персональную ответственность учителя и школы в целом за качество процесса обучения. Результат деятельности учительского коллектива определяется, прежде всего, по глубине, прочности к систематизации знаний учащихся, уровню их воспитанности и развития. Система контроля и оценки не может ограничиваться утилитарной целью — проверкой усвоения знаний и выработки умений и навыков, но конкретному учебному предмету. Она ставит более важную социальную задачу: развить у школьников умение проверять и контролировать себя, критически оценивать свою деятельность, находить ошибки и пути их устранения.
В своей работе использую интересные приемы самооценки — линеечки. На уроках математике и русского языка, после выполнения любой учебной задачи предлагаю ученикам на полях прочертить линеечку (заранее обговариваем границы, уровень высоты) и отметить символом на соответствующем уровне его мнение о качестве выполненного задания и его оформлении. После проверки такую же работу проделываю я. Если согласна с мнением ученика, то обвожу красным кружком его отметку, если же не согласна — ставлю свою (ниже или выше по шкале). В случае больших разногласий возникает необходимость обсудить правильность отметок.
При работе в парах и группах использую такие способы оценивания стимулирующие развитие у учащихся навыков самооценивания, рефлексивного самоанализа, в частности: методика «Дерево успеха», «Лестница успеха».
После выполнения работы ребятам предлагается выбрать цвет и обвести контур своей ладошки, в центре написать свое имя. Затем передать листок с контуром ладошки соседям по группе и глее каждый оставляет свои пожелания или комплимент на одном из пальцев ладошки.
По окончанию работы ребята создают на ватмане или альбомном листе всей группой композицию «Дерево успеха» с ладошками в качестве листьев. Однако можно составить общее дерево – класса, однако ребятам очень нравится составлять именно группы. К данной форме оценивания ребята подходят ответственно, стараются адекватно словесно оценить работу каждого из группы.
«Лестница успеха» – проводится по нескольким направлениям, «Я – гражданин Росси», «Я – лидер», «Я – хороший друг», «Я – успешный ученик». Каждому ученику раздается заранее приготовленная на листе бумаги лестница, на которой он должн отметить себя, на каком уровне он находятся на данный момент. Благодаря данной форме оценивания можно выявить как ученик усвоил тот или иной материал, перед выполнением задания и после его выполнения ученик самостоятельно оценивает свои уровень по данной теме, разделу.
Одной из популярных в настоящее время альтернативных форм оценки является учебное портфолио.
Портфолио — систематическая, организованная подборка работ учащегося, которая предоставляет другим непосредственное подтверждение усилий, достижений и успехов учащегося за определенный промежуток времени. При работе над подборкой учащийся должен участвовать в выборе ее содержания. В нее должны входить информация о критериях выполнения, критерии оценки достоинств, а также подтверждение самоанализа учащегося. Она должна включать репрезентативную работу, свидетельствующую о результатах учащегося и являющуюся основой для оценки его успехов.
Данную форму оценивания я использую с 1 класса, у каждого учащегося ведется портфолио, ктоторое постоянно заполняется по следующим разделам:
«Познакомьтесь со мной»; «Моё имя»; «Мой портрет»; «Моя семья»; «Мои друзья»; «Моя школа», «Мои учителя», «Мои любимые школьные предметы», «Общественная жизнь» (поручения, благодарности, поощрения); «Мир моих увлечений» (в том числе кружки посещаемы ребёнком).
«Мои достижения» (здесь аккумулируются грамоты, благодарности, дипломы, благодарственные письма). Отдельной рубрикой раздел: «Работы, которыми я горжусь» в виде текстов, рисунков, фотографий (ежедневные, контрольные, творческие).
В портфолио помещаю работы, которые демонстрируют индивидуальный прогресс ученика из начала, середины и конца курса. Например:
«Так я писал раньше»,
«Так я пишу теперь»,
«Моё творчество» (творческие работы: рисунки, фотографии поделок, и тому подобное),
«Книги, которые я прочитал» (отзывы о прочитанных книгах), анкеты, тесты.
У портфолио, как формы представления достижений учащихся, есть много различных достоинств. Основные преимущества портфолио в том что: в отличие от традиционного подхода, который разделяет преподавание, учение и оценивание, портфолио органически интегрирует эти три составляющие процесса обучения. Так же, позволяет объединить количественную и качественную оценку способностей учащегося посредством анализа разнообразных продуктов учебно-познавательной деятельности.
Процесс отбора, улучшения и оценки собственной работы создаёт широкие возможности для школьников в процессе учения. Ученик сам решает что он хочет положить в свой портфолио. Тем самым от ученика требуется самооценка в процессе учения
Портфолио, как метод оценивания, претендует не только на более адекватное отражение действительных достижений учащихся, но и на то, чтобы быть инструментом повышения качества процессов учения. Метод портфолио даёт возможность дифференцированно и объективно оценивать достижения учащихся, а это в свою очередь, влияет на отношение детей к занятиям и школе в целом.
Таким образом, можно утверждать, что внедренные альтернативные способы оценивания достижений учащихся повлияло на развитие у учащихся основных показателей психологического здоровья личности и позволило снизить риск возникновения стрессовых ситуации, уровень тревожности учащихся. Содействовать становлению субъективной позиции учащихся и развитию оценочной самостоятельности.
Использование альтернативных способов оценивания позволяет разрешить противоречие, между: традиционной ориентацией на оценку знаний, умений и навыков учащихся, как критерий качества образования и необходимостью более широкого восприятия результатов обучения, как образовательных достижений учащихся, определяющихся не только знаниями умениями и навыками, но и его академической и личностной успешностью, состоянием психологического здоровья.
Источник
Альтернативный метод контроля изделий
4.3. Альтернативный метод контроля изделий
Альтернатива (от лат. alter — один из двух) означает «каждая из исключающих друг друга возможностей».
Контроль по альтернативному признаку — это контроль по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории годных или дефектных. При этом методе устанавливается факт соответствия контролируемого параметра контрольному нормативу.
Альтернативный контроль может быть: элементным или комплексным; одно- и многомерным; неавтоматическим, механизированным, полуавтоматическим, автоматическим; пассивным или активным.
Альтернативный контроль осуществляется измерительными средствами, специально предназначенными для этой цели.
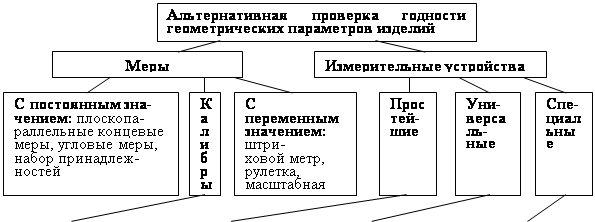
На схеме (рис. 4.31) приведена классификация средств и методов альтернативной проверки годности параметров изделий. При альтернативной проверке наиболее широко используются калибры. Большинство видов и конструкций калибров стандартизовано.
4.3.1. Калибры для гладких цилиндрических деталей
Для контроля гладких цилиндрических изделий типа валов и втулок, особенно в крупносерийном и массовом производстве, широко применяют предельные гладкие калибры (ГОСТ 2216 — 84). Калибры для валов называются скобами, а для отверстий — пробками. Комплект калибров состоит из проходного и непроходного (рис. 4.32, а).
Годность деталей с допуском от IТ6 до IТ17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируют предельный размер, соответствующий максимуму материала проверяемого объекта) и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта).
Измерительные приборы шкальные с указателями пределов сортировки или годности
Приборы активного контроля
Преобразователи и датчики
Виды проверки: Однопредельная, двухпредельная, элементная, ком-
Типы калибров: нормальные, пре-
дельные, конт-рольные, устано-
Измерительные установки и системы
Полуавтоматы и автоматы
 | |
 | |
| |
 |  |
 | |
| |
| |
Рис. 4.31. Классификация средств и методов альтернативной проверки годности параметров изделий
Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами.
Рабочие калибры ПР и НЕ предназначены для контроля изделий в процессе их изготовления. Этими калибрами пользуются рабочие и контролеры ОТК завода-изготовителя, причем в последнем случае применяют частично изношенные калибры ПР и новые калибры НЕ.
Для установки регулируемых калибров-скоб и контроля нерегулируемых калибров-скоб применяют контрольные калибры К—И, которые являются непроходными и служат для изъятия из эксплуатации вследствие износа проходных рабочих скоб. Несмотря на малый допуск контрольных калибров, они все же искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контрольные калибры по возможности не следует применять. Целесообразно, особенно в мелкосерийном производстве, контрольные калибры заменять концевыми мерами или использовать универсальные измерительные приборы.
Валы и отверстия с допуском IТ5 и точнее не рекомендуется проверять калибрами, так как они вносят большую погрешность измерения. Такие детали проверяют универсальными измерительными средствами.
Для снижения затрат на калибры стремятся увеличить их износостойкость. Так, износостойкость калибров, оснащенных твердым сплавом, в 50—150 раз выше по сравнению с износостойкостью стальных калибров и в 25—40 раз выше по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров только в 3—5 раз.
Для контроля валов используют главным образом скобы. Наиболее распространены односторонние двухпредельные скобы. Применяют также регулируемые скобы, которые можно настраивать на разные размеры, что позволяет компенсировать износ и использовать одну скобу для измерения размеров, лежащих в определенном интервале. Регулируемые скобы по сравнению с жесткими имеют меньшую точность и надежность, поэтому их чаще применяют для контроля изделий квалитета 8 и грубее.
При конструировании предельных калибров для гладких, резьбовых и других деталей следует соблюдать принцип подобия Тейлора, согласно которому проходные калибры по форме должны являться прототипом сопрягаемой детали с длиной, равной длине соединения (т. е. калибры для валов должны иметь форму колец), и контролировать размеры во всей длине соединения с учетом погрешностей формы деталей. Непроходные калибры должны иметь малую измерительную длину и контакт, приближающийся к точечному, чтобы проверять только собственно размер детали. Таким образом, изделие считают годным, когда погрешности размера, формы и расположения поверхностей находятся в поле допуска.
На практике приходится отступать от принципа Тейлора вследствие неудобств контроля, например, проходным кольцом, так как это требует многократного снятия детали, закрепленной в центрах станка. Вместо контроля проходными кольцами применяют многократный контроль проходными скобами с широкими измерительными поверхностями, а вместо штихмасов — непроходные калибры-пробки с малой (значительно меньше, чем у проходной пробки) шириной измерительных поверхностей.
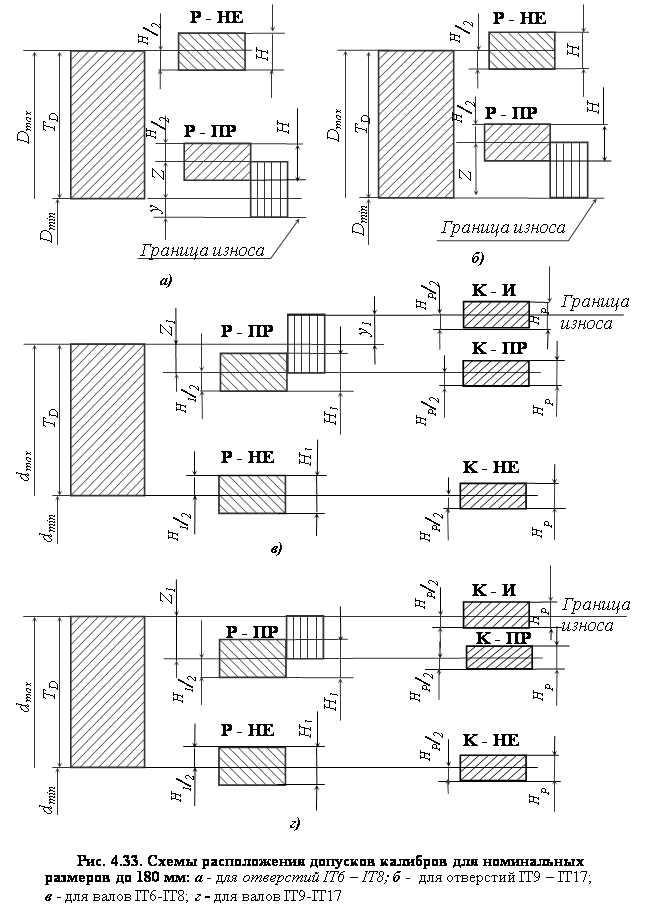
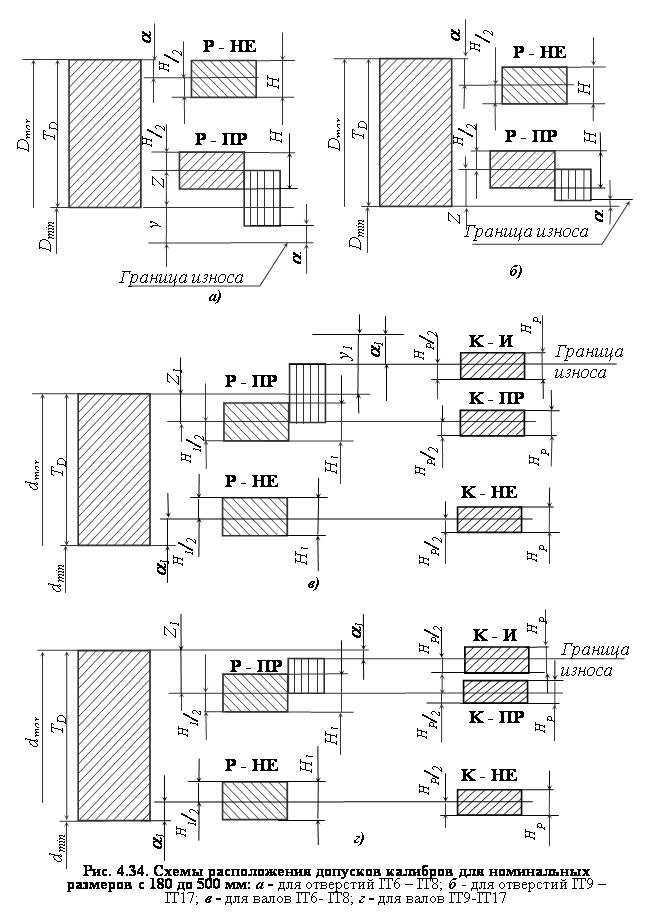
Допуски калибров. Схемы расположения полей допусков калибров приведены на рис. 4.33 и 4.34 со следующими обозначениями: d (D) – номинальный размер изделия; dmin (Dmin) – наименьший предельный размер изделия; dmax (Dmax) – наибольший предельный размер изделия; Т – допуск изделия.
По ГОСТу 24853 — 81 на гладкие калибры устанавлены следующие допуски на изготовление: Н – допуск на изготовление калибров для отверстия (за исключением калибров со сферическими измерительными поверхностями); НS – допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия; Н1 – допуск на изготовление калибров для вала; НР – допуск на изготовление контрольного калибра для скобы; Z – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия; Z1 – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия; у – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия; у1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия; a — величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм; a1 – величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм.
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на износ.
Для размеров до 500 мм износ калибров ПР с допуском до IТ8 включительно может выходить за границу поля допуска детали на величину y для пробок и y1 — для скоб; для калибров ПР с допусками от IТ9 до IТ17 износ ограничивается проходным пределом, т. е. y = 0 и y1 = 0.
 |
Следует отметить, что поле допуска на износ отражает средней возможный износ калибра.
Для всех проходных калибров поля допусков Н (НS) и Н1 сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z1 — для калибров-скоб.
При номинальных размерах свыше 180 мм поле допуска непроходного калибра также сдвигается внутрь поля допуска детали на величину a для пробок и a1 — для скоб, создавая так называемую зону безопасности, введенную для компенсации погрешности контроля калибрами соответственно отверстий и валов размером свыше 180 мм. Поле допуска калибров НЕ для размеров до 180 мм симметрично относительно верхнего отклонения детали для пробок и относительно нижнего — для скоб, т. е. a = 0 и
Сдвиг полей допусков калибров и границ износа их проходных сторон внутрь поля допуска детали позволяет устранить возможность искажения характера посадок и гарантировать получение размеров годных деталей в пределах установленных полей допусков.
На рис.4.35 приведены схемы нестандартных конструкций калибров. Калибр для проверки формы заданного профиля представлен на рис. 4.35, а. Нормальный калибр 1 используется в сочетании с гладким двухпредельным калибром-пробкой 2. На рис. 4.35, б представлен вариант проверки зазора С между калибром 2 и деталью 1. На рис. 4.35, в дана схема использования специального стрелочного калибра для контроля глубины детали 1. По просвету С контролируется мальтийский крест калибром, приведённым на рис. 4.35, г. Для контроля перпендикулярности с использованием щупа приведён калибр на рис. 4.35, д.
Источник



