
- Бетоны. Материалы. Технологии. Оборудование. — Агрегатно-поточный способ изготовления железобетонных изделий и конструкций
- 4.2. ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
- Организация производства бетонных и железобетонных изделий на полигонах
- Добавить комментарий Отменить ответ
- Поточно-агрегатная, конвейерная и стендовая технологии
Бетоны. Материалы. Технологии. Оборудование. — Агрегатно-поточный способ изготовления железобетонных изделий и конструкций
Скачать книгу с рисунками и таблицами — нажмите сюда
4.2. ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
При заводском изготовлении железобетонных изделий широкое распространение нашли три основных способа производства: агрегатно-поточный, конвейерный и стендовый. Разновидностью стендового способа является кассетный.
Агрегатно-поточный способ изготовления конструкций характеризуется расчленением технологического процесса на: отдельные операции или их группы; выполнением нескольких разнотипных операций на универсальных агрегатах; наличием свободного ритма в потоке; перемещением изделия от поста к посту; формы и изделия переходят от поста к посту с произвольным интервалом, зависящим от длительности операции на данном рабочем месте, которая может колебаться от нескольких минут (например, смазка форм) до нескольких часов (пост твердения отформованных изделий).
Агрегатно-поточный способ отличается также тем, что формы и изделия останавливаются не на всех постах поточной линии, а лишь на тех, которые необходимы для данного случая. Агрегатно-поточный способ организации производства характеризуется возможностью закрепления за одной поточной линией изделий, различных не только по типоразмерам, но и по конструкции. Эта возможность создается наличием на поточной линии универсального оборудования.
Межоперационная передача изделий на таких линиях осуществляется подъемно-транспортными и транспортными средствами. Для ускоренного твердения бетона при агрегатно-поточном способе обычно применяются камеры периодического или непрерывного действия.
Небольшой объем каждой секции камеры позволяет затрачивать минимум времени на загрузку и выгрузку изделий, а большое число таких секций создает условия для непрерывной подачи отформованного изделия в камеру твердения.
Агрегатно-поточная технология отличается большой гибкостью и маневренностью в использовании технологического и транспортного оборудования, в режиме тепловой обработки, что важно при выпуске изделий большой номенклатуры.
В состав технологической линии входят: формовочный агрегат с бетоноукладчиком; установка для заготовки и электрического нагрева или механического натяжения арматуры; формоукладчик; камеры твердения; участки распалубки, остывания изделий, их доводки или отделки, технического контроля; пост чистки и смазки форм; площадки под текущий запас арматуры, закладных деталей, утеплителя, складирования резервных форм, их оснастки и текущего ремонта; стенд для испытания готовых изделий.
На агрегатно-поточных линиях изготавливают сваи, ригели, фундаментные блоки, безнапорные трубы, многопустотные панели, однопустотные опоры и сваи, которые формуют на виброплощадке в одиночных формах с пустотообразователями без вибромеханизмов. Многопустотные панели формуют, также на постах с использованием пустотообразователей, оснащенных вибромеханизмами. Напорные и безнапорные трубы, пустотелые колонны, стоки, опоры ЛЭП и освещения – на роликовых и роликовых и ременных цертрифугах в разъемных и неразъемных формах. На специальном оборудовании для виброгидропрессования формируют напорные трубы. Наружные стеновые панели, экраны лоджий и лестничные марши формуют на ударном столе в стальных и неметаллических формах. Блок комнаты и санитарно-технические кабины – в специальных агрегатах и с помощью вакуумной технологии.
При большем расчленении технологического процесса на отдельные элементные процессы с соблюдением единого ритма возможна поточная организация производства. Технологическая линия при этом оснащается необходимыми транспортными средствами. Такую технологию относят к полуконвейерному способу. Этот способ широко используют при формовании на виброплощадке с пригрузочным щитом в одиночных или групповых формах плит перекрытий и покрытий, а также плоских и ребристых панелей, колонн и ригелей.
Ниже приводятся примеры изготовления различных железобетонных изделий по агрегатно-поточной технологии.
Технологическая линия по производству колонн, ригелей и свай состоит из постов, на которых производят чистку и смазку форм, осуществляют укладку напряженной арматуры, укладку и уплотнение бетонной смеси. Тепловая обработка изделий осуществляется в ямных камерах. В готовых изделиях отрезают стержневую арматуру и передают напряжение на бетон, затем они на самоходных тележках поступают на склад готовой продукции.
На большинстве отечественных заводов применяют агрегатно-поточный способ производства шпал в десятиместных формах (пять шпал подлине в две нитки с общей длиной до 14,26 м) типа С-56 (струнобетонные), которые изготавливают из бетона прочностью 50 МПа, а в качестве напрягаемой арматуры применяют высокопрочную проволоку периодического профиля диаметром 3 или 5 мм.
Готовый струнопакет траверсой устанавливают на роликовый конвейер и подают к посту натяжения на форму. Натягивают в 2 этапа. На первом этапе производят натяжение арматуры на 30 % проектного значения, после чего в форму устанавливают разделительные диафрагмы и фиксаторы арматуры. На втором этапе под ограждением струнопакет напрягают до усилия 380 кН и выдерживают 4 мин для релаксации внутренних напряжений, затем усилие напряжений снимают до нормативного (360 кН) и фиксируют специальными винтами.
После натяжения арматуры форму перемещают мостовым краном на пост формовки, укладывают в нее бетонораздатчиком бетонную смесь, которую уплотняют. Далее форму передают на другую виброплощадку и доуплотняют бетон с применением пригруза. Затем извлекают диафрагмы и держатели упорных шайб и форму подают мостовым краном в пропарочную камеру ямного типа, где бетон твердеет по режиму 3 + 4 + 2 ч при 85°С и влажности не менее 95%.
После пропаривания форма краном подается на пост снятия анкерных обойм и передачи напряжения на бетон. Прочность при этом должна быть не менее 35 МПа. Форму переставляют краном на гидравлический рычажный кантователь, который переворачивает на 180° две плети шпал на пластинчатый конвейер, а форму направляют на пост очистки смазки, установки диафрагмы и т. д. Плети шпал поступают на пост разрезки и затем на штабелировку, их укладывают в пакеты из 20 шпал (5 рядов по 4 шпалы) для 8-часового выдерживания, и отправляют на склад готовой продукции. Технологический процесс идет по замкнутой кольцевой схеме с ритмом 10-12 мин на одну форму.
Для производства железобетонных напорных вибропрокатных труб со спирально-перекрестным армированием применяют способ виброгидропрессования. Изготавливают железобетонные напорные трубы диаметром 800 и 1200 мм, полезной длиной 5000 мм на расчетное давление 0,5; 1,0; 1,5 МПа.
Для приготовления труб методом виброгидропрессования используют формы особой конструкции. Форма состоит из наружного кожуха и сердечника. Кожух может выполняться из двух или четырех элементов, скрепляемых болтами с тарированными пружинами. Форму собирают в 2 этапа. Сначала производят сборку наружной формы с помощью болтов с тарированными пружинами, затем ее чистку, смазку и проклейку стыков.
Внутренняя форма представляет собой металлический сердечник с двумя стенками, одна из которых (наружная) имеет перфорацию. На сердечник надевают резиновый чехол.
В подготовленную форму устанавливают спиральный арматурный каркас. На торцах формы укрепляют опорные кольца. Через отверстия колец пропускают стержни продольной арматуры, которую напрягают с помощью гидродомкратов. Сборку двух частей формы (наружной и сердечник) осуществляют на посту комплектации. Затем наверх формы устанавливают центрирующее кольцо. Подготовленная форма подается краном на пост формования. Формование производят с помощью мостовых бетоноукладчиков, оборудованных передвижными бункерами. После виброуплотнения форму подают на пост гидропрессования и тепловой обработки. Давление в гидросистеме повышают до 2-3 МПа при температуре воды до 60-70°С.
Под гидравлическим давлением воды, которое поступает через перфорированные стенки сердечника, резиновый чехол расширяется (при этом происходит прессование бетонной смеси) и, перемещаясь, раздвигает наружную форму, скрепленную болтами с тарированными пружинами. Он растягивает спиральную арматуру, создавая предварительное ее натяжение.
Тепловую обработку паром производят под брезентовым колпаком в течение 5-7 ч. По окончании тепловой обработки снимают брезентовый чехол, удаляют сердечник, обрезают концы арматуры, передавая напряжения на бетон, затем производят шлифовку раструбов. Готовые трубы подают на установку для гидроиспытания. Перед тем как отправить трубы на склад готовой продукции их пропитывают жидким натриевым стеклом.
В комплект оборудования модернизированных линий, кроме выпускаемого серийно, входят: установки для изготовления разделительной полосы с лепестками гарпунного типа и для изготовления П-образных скоб; станок для навивки спирально-перекрестных каркасов; устройство для зажима скоб, для осуществления способа спирально-перекрестного армирования, выполняющего функцию спиральной и продольной арматуры. Производительность линии – от 10 до 15 тыс. м куб в год (в зависимости от диаметра труб). Напорные железобетонные трубы диаметром 1200-2000 мм изготавливают методом центрифугирования по трехстадийной технологии. Напорные железобетонные трубы, изготовленные методом центробежного проката, предназначены для устройства трубопроводов различного коммунального назначения для использования в водоводах канализационных и других систем.
Раструбные напорные железобетонные трубы формуют по трехстадийной технологии. Сначала изготавливают железобетонный сердечник с напряженной арматурой или со стальным тонкостенным цилиндром с уплотнением смеси центрифугированием. На втором этапе после пропаривания и водного твердения сердечника на него навивают предварительно напряженную арматуру. На третьем этапе сердечник с навитой арматурой покрывают защитным слоем из цементного раствора методом торкретирования или набрызга.
Скачать книгу с рисунками и таблицами — нажмите сюда
Источник
Организация производства бетонных и железобетонных изделий на полигонах
Стендовый способ производства ЖБИ характерен тем, что изделие в процессе производства (от начала его формования до момента распалубливания) остается неподвижным, а оборудование (например, бетоноукладчик, вибратор) передвигается от одного изготовляемого изделия к другому. Изделия формуют на открытой бетонной площадке-стенде или непосредственно в пропарочных напольных или ямных камерах. Уплотняют бетонную смесь при стендовом способе глубинными или поверхностными вибраторами.
| Технологические схемы производства железобетонных изделий на полигонах стендовым (а) и поточно-агрегатным (б) способами |
 |
| 1 — стенд; 2 — место для подготовки форм и укладки арматуры; 3 — формовочный агрегат; 4 — пропарочные камеры; 5 — место распалубливания изделий; 6 — склад готовой продукции |
Стендовый способ позволяет изготовлять крупногабаритные конструкции и быстро организовывать производство железобетонных изделий. Однако он требует больших производственных площадей при малой механизации процессов производства, что приводит к большим затратам труда.
Поточно-агрегатный способ производства ЖБИ, применяемый на крупных полигонах, характерен тем, что изделия в процессе изготовления перемещаются одно за другим через ряд постов, оборудованных различными агрегатами или устройствами. Длительность пребывания изделий на отдельных постах различная: от нескольких минут при вибрировании изделий на виброплощадке до нескольких часов в пропарочной камере.
На первом посту 2 устанавливают форму, смазывают ее, затем укладывают арматуру и закладные части. На втором 3 форму заполняют бетонной смесью, уплотняют ее и заглаживают поверхность изделия. На третьем 4 производят тепловлажностную обработку изделий или выдерживают их на открытых площадках без обогрева, на четвертом 5 распалубливают и осматривают изделия. Если изделие изготовляют с немедленным распалубливанием, то четвертый пост не нужен. От одного поста к другому изделие перемещают передвижными кранами или на тележках.
Полигоны для изготовления сборных бетонных и железобетонных изделий по своему назначению и оборудованию делятся на комплексные, призаводские и припостроечные.
Комплексные полигоны имеют бетоносмесительную установку со складами заполнителей и цемента, арматурную и слесарно-механическую мастерские, мастерскую для изготовления и ремонта форм, технологическую линию формования изделий, склад готовых изделий, установки по обеспечению полигона электроэнергией, водой и паром, контору и лабораторию.
Призаводские и припостроечные полигоны состоят из технологической линии формования изделий (стендов, кранов, оборудования для укладки бетонной смеси), склада готовых изделий и необходимых коммуникаций.
Полигоны могут быть открытыми или комбинированными. На комбинированных полигонах приготовляют бетонную смесь и формуют изделия в закрытом помещении, а тепловую обработку производят на открытой площадке.
Призаводские полигоны входят в состав завода железобетонных изделий и используются для изготовления небольшого числа типоразмеров изделий. Благодаря им увеличивается производительность завода. Как правило, призаводской полигон снабжается бетонной смесью от бетоносмесительной установки завода.
Припостроечные полигоны работают главным образом по стендовой схеме и предназначаются в большинстве случаев для изготовления крупноразмерных изделий. Их строят вблизи возводимых сооружений и оборудуют самоходными кранами для выполнения погрузочно-разгрузочных операций.
Такие полигоны обычно снабжаются бетонной смесью с центрального бетонного завода строительства. Доставляют ее автосамосвалами. Арматуру поставляют с арматурного завода или из мастерских строительства.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник
Поточно-агрегатная, конвейерная и стендовая технологии
Операции процесса изготовления ж/б конструкций и краткие сведения о предприятиях.
Тема 8.5. Изготовление сборных ж/б конструкций.
Процесс изготовления элементов сборных железобетонных конструкций слагается из следующих операций: сборки опалубки; заготовки и монтажа арматуры; приготовления, транспортирования и укладки бетонной смеси; ухода за бетоном, включая мероприятия по ускорению его твердения; распалубки изделия со снятием его с поддона опалубки.
Для выполнения этих операций на заводах обычно организуют основной – формовочный цех, где изготовляют изделия и вспомогательные – арматурный и бетонный. Кроме того, для ускорения процесса твердения бетона устраивают пропарочные камеры, которые часто объединяют с формовочным цехом. Для хранения готовой продукции устраивают складские площадки.
В арматурном цехе изготовляют арматурные стержни и собирают из них каркасы и сетки; в бетонном – приготовляют цементно-бетонную смесь; в формовочном – собирают опалубку, монтируют в ней арматуру и формуют изделие (укладывают цементобетонную смесь в форму – опалубку). Арматурный и формовочный цеха, как правило, располагают в закрытых утепленных помещениях. Отформованные изделия, в зависимости от принятой технологии изготовления, перемещают в пропарочную камеру или оставляют твердеть в естественных условиях.
Элементы сборных железобетонных мостов и труб изготовляют с применением поточно-агрегатной конвейерной и стендовой технологий.
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 220).
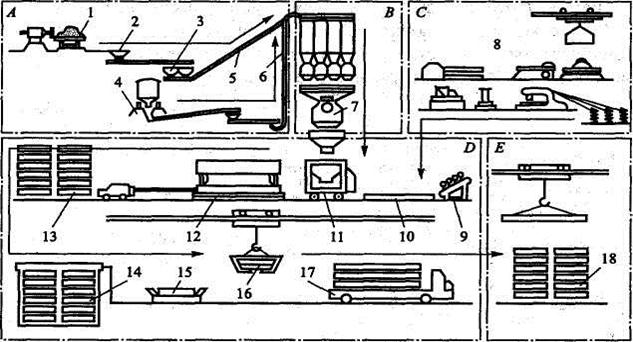
Рис. 220. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
А — зона хранения заполнителей бетонной смеси; В — зона приготовления бетонной смеси; С- зона изготовления арматурных каркасов; Д- зона формирования и обработки ЖБИ; Л 1 — зона хранения и выдачи готовых изделий; 1 — пост разгрузки заполнителей; 2 — приемные бункера; 3 — накопительные бункера; 4 — пост разгрузки; 5 — транспортерная галерея; 6 — пневмоподача цемента; 7 — бетоносмесительный цех; 8 — оборудование для производства арматурных каркасов и элементов; 9 — агрегат для термического напряжения арматуры; 10 — пост армирования; 11 — самоходный бетоноукладчик; 12 — агрегат для формирования изделий; 13 — зона выдержки изделий; 14 — промежуточный склад; 15 — транспортирование ЖБИ; 16 — подъем и транспортирование изделий; 17 — самоходная тележка; 18 — склад готовых ЖБИ
Установки — агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах подают краном в камеры для тепловой обработки. Заключительная стадия производства — выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При поточно-агрегатной технологии производства все основные работы, входящие в цикл изготовления изделия (сборка опалубки, установка арматуры, укладка и уплотнение цементобетонной смеси, пропаривание изделий, распалубка и отгрузка его на склад), выполняют на отдельных специализированных постах. Посты расставляют в формовочном цехе в технологической последовательности и снабжают оборудованием (агрегатами). Опалубку (форму), в которой изготовляют элементы конструкций, в процессе производства изделий подают поочередно ко всем постам технологической линии. На каждом посту опалубку останавливают на время, нужное для выполнения соответствующих операций.
В состав технологических линий обычно включают только основные виды работ; все заготовительные операции (заготовка арматуры и ее сборка в каркас, приготовление цементобетонной смеси и т.п.) выполняют за пределами поточной линии, в специализированных цехах. Опалубку перемещают по рельсовым путям или передвижными кранами.
Поточно-агрегатная технология целесообразна для изготовления относительно небольших деталей, вес которых не превышает 20-25 т. Более крупные и тяжелые детали изготовляют по стендовой технологии. Поточно-агрегатная технология производства обеспечивает большую производительность, чем стендовая или конвейерная и потому особенно целесообразна при массовом изготовлении сборных конструкций.
При конвейерном способе технологический процесс расчленен на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форма и изделие непрерывно перемещают от одного рабочего места к другому, каждое обслуживает закрепленное звено (рис. 221).
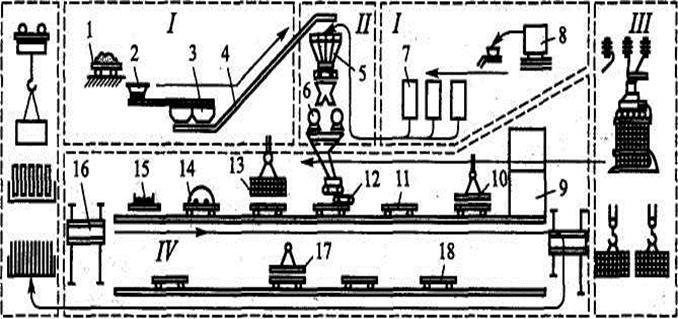
Рис. 221. Конвейерная технология изготовления железобетонных изделий:
/ — зона хранения материалов; // — зона приготовления цементобетонной смеси; /// — зона изготовления арматурных каркасов; IV — зона изготовления изделий; 1 — пост разгрузки каменных материалов; 2 — приемные бункера; 3 — аккумулирующие бункера; 4 — транспортерная галерея; 5 — расходные бункера; 6 — смесительное отделение; 7 — силосный склад цемента; 8 — вагон-цементовоз; 9 — пропарочные камеры; 10 — пост укладки термоизоляционного слоя; 11 — пост доводки изделий; 12 — пост формирования изделий; 13 — пост укладки арматурных каркасов; 14 — смазка форм; 15 — очистка форм; 16 — передаточная тележка; 17 — пост распалубки; 18 — пост контроля
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении типа изделий конвейеры требуют переоснастки.
При стендовом способе изделие изготовляют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой.

Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет 1. 2 суток (рис. 222).
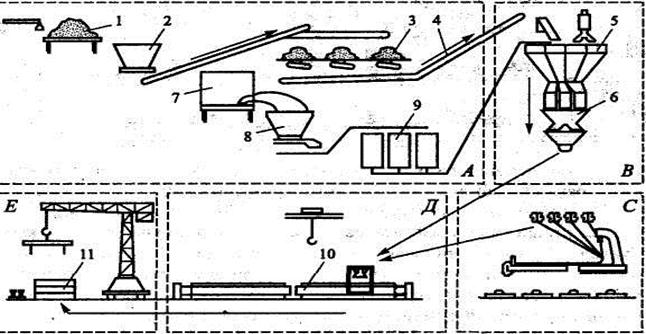
Рис. 222. Технологическая схема изготовления конструкций на стендах:
А — зона хранения и обработки сырья; В — зона приготовления бетона; С — зона изготовления арматурных элементов; Д- зона формования и обработки изделий; Е — зона хранения и выдачи конструкций; 1 — пост разгрузки заполнителей, 2, 8 — приемные бункера, 3 — склады каменных материалов; 4 — транспортерная галерея; 5 — расходные бункера; 6 — пост приготовления бетона, 7 — пост разгрузки цемента; 9 — склад цемента; 10 — стена; 11 — склад готовой продукции
Сущность стендовой технологии производства заключается в изготовлении изделий на месте (стенде) с перемещением к нему технологического оборудования, по мере выполнения отдельных операций, вплоть до приобретения бетоном необходимой прочности и распалубки. Для ускорения твердения бетона изделия закрывают переносными колпаками и пропаривают влажным паром.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник



