- Программирование. Задание абсолютные и относительные координаты
- Абсолютные и относительные координаты
- Программирование в абсолютной и относительной системах отсчета.
- G90 и G91 G-Code: абсолютные и относительные системы координат
- В чем разница между G90 и G91, абсолютной и относительной системой координат?
- Переключение между относительными и абсолютными координатами
- Какой режим мой контроллер использует по умолчанию?
- Использование кодов UVW для относительных координат
- G91 G90 Почему я должен использовать локальные и абсолютные ходы?
- Упражнения
Программирование. Задание абсолютные и относительные координаты
| Название | Задание абсолютные и относительные координаты |
| Анкор | Программирование |
| Дата | 28.10.2019 |
| Размер | 81.3 Kb. |
| Формат файла |  |
| Имя файла | ZADANIYa_Programmirovanie.docx |
| Тип | Документы #92197 |
| страница | 1 из 3 |
 С этим файлом связано 1 файл(ов). Среди них: ЛР1 Токарные центры.docx. Показать все связанные файлы Подборка по базе: Практико-ориентированное задание 6. Пятыжкин Сергей С..pptx, Контрольное тестовое задание.pdf, Домашнее задание.docx, Хруль Дмитрий Задание для самостоятельной работы по Теме 5.docx, Практическое задание 1 (3).pdf, практическое задание русс-яз.docx, Курсовая работа Задание.doc, Практическое задание 3.docx, Мирзоян 3 задание.docx, менеджмент практическое задание к теме 1.docx С этим файлом связано 1 файл(ов). Среди них: ЛР1 Токарные центры.docx. Показать все связанные файлы Подборка по базе: Практико-ориентированное задание 6. Пятыжкин Сергей С..pptx, Контрольное тестовое задание.pdf, Домашнее задание.docx, Хруль Дмитрий Задание для самостоятельной работы по Теме 5.docx, Практическое задание 1 (3).pdf, практическое задание русс-яз.docx, Курсовая работа Задание.doc, Практическое задание 3.docx, Мирзоян 3 задание.docx, менеджмент практическое задание к теме 1.docx ЗАДАНИЕ 1. Абсолютные и относительные координаты При абсолютном способе программирования координаты точек отсчитываются от постоянного начала координат. При относительном (инкрементальном) способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке. Глубина паза 1 мм. Подача 2,5 мм/об. Рис. 1. При абсолютном способе программирования (G90) координаты точек отсчитываются от одного «неподвижного» нуля Рис. 2. Относительный способ программирования (G91). Координаты точки Т2 отсчитываются от точки Т1, точки ТЗ – от Т2, точки Т4 – от ТЗ Таблица 1. Опорные точки паза при абсолютном и относительном программировании Относительные координаты Источник Абсолютные и относительные координатыПри абсолютном способе программирования (команда G90) координаты точек отсчитываются от постоянного начала координат. При относительном (инкрементальном) способе программирования (команда G91) за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке рис 5. Для этого рассмотрим следующий пример:
Рис. 4. Абсолютное программирование Отсчет координат точек для обработки паза идет от одного программного нуля.
Рис. 5. Относительное программирование Координаты точки Т2 отсчитываются относительно Т1, Т3 относительно Т2, Т4 относительно Т3.
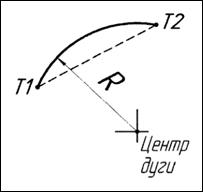
Строки безопасности Кадры N10 и N20 – это строки безопасности. Строки, содержащие G –коды, которые переводят систему ЧПУ в начальное состояние, отменяют не нужные функции и обеспечивают безопасную работу с УП. N20 G40 G49 G80 G90 Многие G –коды являются модальными и остаются активными в памяти системы ЧПУ, до тех пор, пока их не отменят. Возможны ситуации, когда не нужный модальный G –код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, которая обычно находиться в начале УП или после смены инструмента позволяет «восстановить» забытые G коды и выйти в первоначальный режим работы. Линейная интерполяция G01 Команда линейной интерполяции G01 управляет векторным перемещением вдоль всех координатных осей станка от текущей позиции до заданного положения с запрограммированной скоростью подачи. G1 X Y Z F X = положение конечной точки по оси X. Y = положение конечной точки по оси X. Z = положение конечной точки по оси Z. F = скорость подачи, Правила и условия применения функции G01: 1. Заданное положение может быть выражено в абсолютных (X, Z) координатах или в приращениях (U, W). 2. G1 – модальный код, который действует до тех пор, пока не будет активирован другой интерполяционный G — код. 3. Команда управления скоростью подачи может быть выражена в виде величины подачи в минуту (код G94) или величины подачи на один оборот шпинделя (код G95). Круговая интерполяция G02 и G03 Команда круговой интерполяции G02 (по часовой стрелке) и G03 (против часовой стрелке) позволяет задавать перемещение по дуге. Существуют два способа задания круговой интерполяции: G2 X Y Z R F Или G2 X Y Z I, J, К F X = положение конечной точки по оси X. Y = положение конечной точки по оси X. Z = положение конечной точки по оси Z. F = скорость подачи, I = расстояние по оси X от точки начала закругления до центра окружности с учетом знака. J = расстояние по оси X от точки начала закругления до центра окружности с учетом знака. К = расстояние по оси Z от точки начала закругления до центра окружности с учетом знака. В кадре с кодом винтовой интерполяции необходимо указывать координаты конечной точки перемещения (дуги). Если кроме X и Yуказана координата Z, то это значит что выполняется винтовая интерполяция. Винтовая интерполяция используется для фрезерования резьбы и плавного врезания инструмента в материал заготовки. Для полного описания дуги не достаточно задать только координаты ее конечной точки. Необходимо также указать и координаты ее центра (или радиуса) рис 6.
Рис. 6. Использование адресов I, J, К для определение центра дуги При помощи I, J, К вы указываете относительные (инкрементальные) расстояния от начальной точки дуги до ее центра. При этом в зависимости от расположения дуги, значения могут быть положительными или отрицательными. Пример описания дуг приведен на рис. 7. На дуге №1 значение I положительное, а J отрицательное. На дуге №2 значения I и J положительные. Рис. 7. Использование адресов I, J, К для определение центра дуги Более простой способ задания центра дуги основан на применении адреса R. Для однозначного определения формы дуги необходимо указывать соответствующий знак перед числовым значением радиуса. Для дуги, которая больше 180 градусов значение R будет отрицательным. Для дуги, которая меньше 180 градусов значение R будет положительным рис. 8, 9. Рис. 8. Положительное значение R Рис. 9. Отрицательное значение R Источник Программирование в абсолютной и относительной системах отсчета.
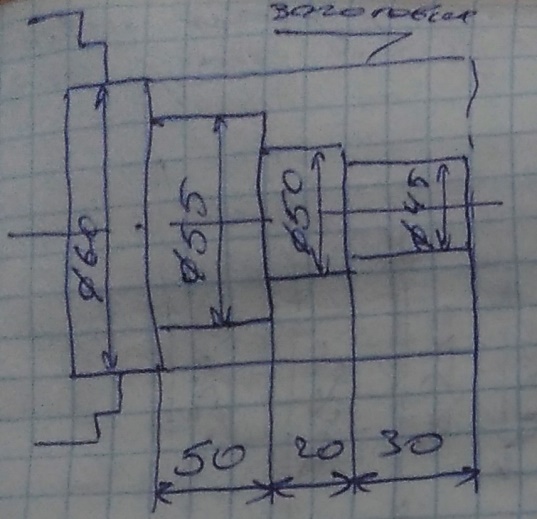
Перемещение инструмента в программе можно задавать 2 способами в абсолютной и относительной системах отсчета. Иногда относительную систему называют приращениями. Абсолютный способ отсчета координат – положение начала координат фиксировано (неподвижно) для всей программы обработки заготовки. При составлении программы записываются абсолютные значения координат последовательно расположенных точек, заданных от начала координат. При обработке программы координаты каждый раз отсчитываются от этого начала, что исключает накапливание погрешности перемещений в процессе обработки программы. Относительный способ отсчета координат – за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимает перед началом перемещения к следующей опорной точке. В этом случае в программу записываются приращения координат для последовательного перемещения инструмента от точки к точке. Этот способ отсчета используется в контурных системах ЧПУ. Точность позиционирования исполнительного органа в данной опорной точке определяется точностью обработки координат всех предыдущих опорных точек, начиная от исходной, что приводит к накапливанию погрешностей перемещения в процессе обработки программы. Деталь, у которой размеры поставлены от определенной базы в данном случае от левого торца детали такую деталь удобней программировать в абсолютной системе отсчета. Однако программировать перемещение предмета в абсолютной системе отсчета при простановке размеров цепочкой неудобно, т.к. оператор вынужден проводить дополнительные подсчеты. При программировании в относительной системе отсчета соответствующий кадр записывается специальным символом …. Эти кадры записываются также знаком + или – в зависимости от того в каком направлении перемещается инструмент по соответствующей оси.
Чертеж детали с размерами в относительной системе отсчета (приращениях) Источник G90 и G91 G-Code: абсолютные и относительные системы координат
В чем разница между G90 и G91, абсолютной и относительной системой координат?Начнем с определения G90 и G91. Абсолютные координаты отсчитываются от нуля программы, от начала. Относительные ходы отсчитываются от текущей позиции. Мы только что рассмотрели движения по круговой дуге с использованием G02 и G03. Координаты центра дуги, выраженные I и J, являются относительными координатами. А теперь более практический пример. Предположим, вы находитесь в продуктовом магазине и спрашиваете продавца, в каком проходе находится печенье. Если он отвечает: «Иди в ряд 14 за печеньем», это абсолютная координата относительно первого прохода — «нулевой части» продуктового магазина. Если вместо этого он ответит: «Это три прохода в ту сторону», это будет инкрементная координата. Мы привыкли к обоим видам в повседневной жизни, и оба могут быть полезны в зависимости от ситуации. Обратите внимание, что то, что мы могли бы назвать «относительными координатами», часто называют «локальной системой координат» в руководствах по программированию контроллера ЧПУ. Это просто еще один способ сказать то же самое. Переключение между относительными и абсолютными координатамиКак мы можем переключаться между относительными и абсолютными координатами? Обычный способ — использовать G90 для использования абсолютных координат и G91 для использования относительных координат. Например: G90 (переход к абсолютным координатам) G0 X0Y0Z0 (перейти к исходной точке программы в 0, 0, 0) G91 (переход в относительные координаты) G0 X1Y1 (Переместите одну единицу вправо по X и одну единицу вправо по Y) G90 (вернуться к абсолютным координатам) Предыдущая программа включает в себя как абсолютное перемещение к X0Y0Z0, так и относительное перемещение. Как видите, G90 и G91 являются модальными. Какой режим мой контроллер использует по умолчанию?Интересно, что большинство элементов управления запускаются в относительном / локальном режиме (G91). Это сделано потому, что считается более безопасным, если режим не соответствует вашим ожиданиям. Обязательно убедитесь, что первое, что вы сделаете в своей программе, — это установите для нее значение G90 или G91, чтобы она работала так, как вы ожидаете! Использование кодов UVW для относительных координатНекоторые контроллеры позволяют активировать оба стиля одновременно с помощью UVW. Мы могли бы написать предыдущую программу так: G90 (переход к абсолютным координатам) G0 X0Y0Z0 (перейти к исходной точке программы в 0, 0, 0) G0 U1V1 (Переместите одну единицу вправо по X и одну единицу вправо по Y) Этот формат UVW удобен и немного короче. Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично UVW, хотя и предназначено для определения центра дуги. G91 G90 Почему я должен использовать локальные и абсолютные ходы?Рассмотрим пару случаев. Во-первых, все дело в том, как вы хотите решить свою задачу. Как удобнее вам в данный момент — думать о том, что происходит относительно некоторой абсолютной центральной точки или относительно вашего текущего местоположения? Контроллеру ЧПУ все равно, так что делайте то, что вам легко. Во-вторых, предположим, что вы просто читаете распечатку и вводите G-code. Может быть проще использовать относительные координаты для некоторых точек, так как у вас может не быть абсолютных координат. На чертежах обычно предоставлены размеры относительно соседних элементов, а не относительно некоторого абсолютного нуля детали. Последний пример — написание подпрограмм. Предположим, у вас есть функция, которая повторяется более одного раза в вашей программе g-кода. Возможно, вы просверлите отверстие, снимете фаску, а затем, например, нарезать резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробно чуть позже, а пока используйте свое воображение), которая предполагает, что она расположена над центром отверстия и может просто продолжить. выполнять всю работу с использованием относительных координат. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждого отверстия, и вам нужно будет написать код только один раз. Какая экономия времени. Упражнения1. Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 10 на 10 мм с центром в 10, 10. Используйте абсолютные координаты. 2. Преобразуйте программу, которую вы написали в №1, чтобы использовать относительные координаты. Вы можете использовать абсолютные координаты, чтобы добраться до центра прямоугольника при начальном перемещении G00. 3. Определите, позволяет ли ваш элемент управления перемещаться UVW, и если да, перепишите # 2, чтобы использовать их, не вызывая G91 для переключения на относительные координаты. Источник |