
Абсолютный способ контроля это
ГОСТ Р ИСО 15549-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Non-destructive testing. Eddy current testing. Basic principles
Дата введения 2011-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт оптико-физических измерений» (ФГУП «ВНИИОФИ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Управлением по метрологии Федерального агентства по техническому регулированию и метрологии
4 Настоящий стандарт идентичен международному стандарту ISO 15549:2008* «Контроль неразрушающий. Контроль вихретоковый. Основные положения» («Non-destructive testing — Eddy current testing — General principles», IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Январь 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Стандарт ISO 15549:2008 подготовлен Техническим комитетом ISO/TC 135 «Неразрушающий контроль», подкомиссия SC 4 «Вихретоковый контроль».
Сноски, выделенные в тексте стандарта курсивом, приведены в качестве информации.
1 Область применения
Настоящий стандарт определяет общие принципы неразрушающего контроля изделий и материалов с помощью вихревых токов для обеспечения заданных и воспроизводимых параметров.
Стандарт включает в себя инструкции по подготовке документов, устанавливающих конкретные требования к применению метода вихревых токов для изделий конкретного типа.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
* Таблицу соответствия национальных стандартов международным см. по ссылке. — Примечание изготовителя базы данных.
ISO 9712. Неразрушающий контроль. Квалификация и аттестация персонала (Non-destructive testing — Qualification and certification of personnel)
ISO 12718, Неразрушающий контроль. Контроль вихревыми токами. Терминология (Non-destructive testing — Eddy current testing -Terminology)
3 Термины и определения
В настоящем стандарте применены термины, определенные по ИСО 12718.
4 Общие положения
В основе вихретокового метода контроля лежит индукция электрического тока в проводящем материале. Измеряемый и анализируемый параметр относится к распределению индуцированных токов. При переменном возбуждении он представляет собой вектор в комплексной плоскости.
Распределение вихревых токов по глубине в материале подчиняется физическим законам. При увеличении глубины плотность токов значительно уменьшается. При высокочастотном возбуждении это уменьшение представляет собой экспоненциальную функцию глубины.
Свойствами контролируемого изделия, оказывающими влияние на измеряемую величину, являются следующие:
— магнитная проницаемость материала;
— размер и геометрия контролируемого изделия;
— взаимное расположение поверхностей датчика вихревых токов и контролируемого изделия.
Более подробную информацию можно получить при отображении измеряемой величины на комплексной плоскости.
Преимущества данного метода заключаются в следующем:
— нет физического контакта с изделием;
— не требуется контактная среда, например вода;
5 Квалификация персонала
К проведению вихретокового контроля следует допускать только квалифицированный и опытный персонал. Рекомендуется, чтобы персонал был аттестован в соответствии с требованиями ИСО 9712 или эквивалентного стандарта.
6 Цели исследования и исследуемая продукция
Целями исследования являются следующие:
— идентификация неоднородностей в изделии, которые могут негативно влиять на его соответствие назначению;
— измерение толщины покрытий или слоев;
— измерение других геометрических характеристик;
— измерение металлургических или механических свойств изделия;
— измерение проводимости и/или проницаемости изделия;
— сортировка изделий по любым из вышеперечисленных свойств.
Примерами контролируемых изделий являются проводящие материалы, такие как:
— трубы, профили, балки или прутковое железо;
— детали в автомобильной и машиностроительной промышленности;
— кованые или литые изделия;
— многослойные компоненты в самолетостроении.
Примерами использования данного метода являются следующие:
— поточный контроль в прокатном стане, покрасочной или вытяжной линии;
— проверка трубопроводов теплообменников в процессе их эксплуатации;
— проверка свойств товаров массового производства и полуфабрикатов;
— проверка летательных аппаратов в процессе технического обслуживания;
— проверка поверхностей цилиндрических отверстий, сформированных в изделиях.
7 Методы измерений
Измерения могут быть статическими или динамическими. Для динамических измерений требуется движение датчика относительно испытуемого изделия.
Сканирование испытуемого изделия может проводиться в ручном режиме или с помощью механизированного оборудования, которое прецизионно регулирует путь сканирования.
Широко применяемыми методами измерений являются следующие:
a) Абсолютное измерение
При абсолютном измерении измеряют отклонение измеряемой величины от фиксированной опорной точки. Опорную точку определяют в процессе калибровки. Опорная точка может быть сгенерирована опорным напряжением или катушкой. Метод используют для сортировки изделий на классы по физическим свойствам (таким, как твердость), размерам или химическому составу, а также для идентификации непрерывных или постепенно изменяющихся сосредоточенных неоднородностей.
b) Сравнительное измерение
При сравнительном измерении вычисляют разность двух измерений, одно из которых считают опорным. Этот метод обычно используют для сортировки изделий на классы.
c) Дифференциальное измерение
При дифференциальном измерении вычисляют разность двух измерений, выполненных при постоянном расстоянии между местами измерения и на одном и том же пути измерения. При использовании этого метода уменьшается уровень шума вследствие низких вибраций контролируемого изделия.
d) Двойное дифференциальное измерение.
При двойном дифференциальном измерении вычисляют разность двух дифференциальных измерений. Этот метод измерений обеспечивает высокочастотную фильтрацию дифференциального измерения независимо от относительной скорости между датчиком и контролируемым изделием.
f) Псевдодифференциальное измерение
При псевдодифференциальном измерении вычисляют разность двух измерений, выполненных при постоянном расстоянии между местами измерения.
8 Оборудование
8.1 Система контроля
При проведении измерений используют прибор для измерения вихревых токов, один или несколько датчиков и соединительные кабели. Вместе с механическим оборудованием и периферийными устройствами для хранения данных и другими устройствами они образуют систему контроля.
Все важные части системы должны быть описаны в соответствующем документе по эксплуатации (см. 13.2) или в методике контроля, согласованной во время запроса и заказа.
При выборе оборудования учитывают следующее:
— тип материала, из которого изготовлено изделие, и его металлургический состав;
— форму, размеры и состояние поверхности изделия;
— цель измерения, например обнаружение трещин или определение толщины;
— типы исследуемых сосредоточенных неоднородностей и их положение и ориентацию;
— условия окружающей среды, при которых проводится контроль.
8.2 Прибор для измерения вихревых токов
Источник
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ. ПРИТЕРТЫХ ПОВЕРХНОСТЕЙ
Контроль размеров и формы поверхностей. При контроле притертых поверхностей, в том числе отверстий, валов, и т. д., применяют различные методы измерения: абсолютный и относительный, прямой и косвенный, дифференцированный и комплексный, контактный и бесконтактный.
При абсолютном методе измерения искомую величину определяют непосредственно, в то время как при относительном — — путем сравнения с установочной мерой или деталью-образцом. Измерение по абсолютному методу производят с помощью инст — риментов и приборов, основанных на использовании штриховых мер длины (измерительные микроскопы, оптические измерительные приборы, длиномеры и др.).
Прямой и косвенный методы измерения характеризуют способ получения искомой величины непосредственно или путем измерения других величин. Измерения могут производиться с помощью приборов, работающих но принципу как абсолютного, так и относительного методов измерения. Дифференцированный и комплексный методы отличаются характером измерения сложных величин либо отдельно но первому методу, либо комплексно по второму.
В зависимости от характера взаимодействия измерительных средств и измеряемых поверхностей — наличия или отсутствия между ними контакта — различают контактный и бесконтактный методы измерения. Для контроля при притирке поверхностей применяют: лекальные линейки, контрольные стекла, индикаторы, миниметры, плоскопараллельные концевые меры длины, микрометры, предельные калибры, оптиметры, специальные и пневматические приборы и т. д. Лекальные линейки служат для проверки прямолинейности поверхностен по методу просвета и по методу пятен на краску. С помощью лекальной линейки можно обнаружить отклонение реальной поверхности от геометрической поверхности до 2—6 мкм. Лекальные линейки при длине рабочей поверхности до 125 мм имеют допустимую непрямолинейнпс. ть: 0,6 мкм нулевого класса и 1,6 мкм первого класса. При длине рабочей поверхности от 200 до 300 мм допустимая непрямолиней — иость их соответственно 1,6 и 2,5 мкм.
Прямолинейность поверхности контролируют лекальными линейками на просвет (рис. 65). Линейку прикладывают рабочей
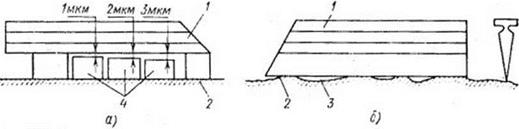
Рис. 65 Схемы определения величины световой щели (я) и ее контроля
/ — лекальная линейка; 2 — измеряемая поверхность; 3 — просвет; 4 — концевые
кромкой к измеряемой поверхности. За линейкой на уровне глаз контролера помещают источник света и определяют величину просвета между линейкой и проверяемой поверхностью по «эталону просвета» (рис. 65, а). Величина просвета и его неравномерность показывают непрямолиненность поверхности (рис. 65,6). По этому методу можно обнаружить прямолинейность в пределах 2—3 мкм.
При проверке притертых поверхностей методом «пятен на краску» на рабочую поверхность линейки наносят тонкий слой краски. Линейку кладут на проверяемую поверхность и слегка перемещают. Затем линейку снимают и определяют на проверяемой поверхности число пятен касания (пятна со следами краски) на площади 25 X 25 мм. Чем больше количество пятен, тем поверхность точнее. Количество пятен указывается в технических условиях или чертеже обрабатываемой детали и обычно составляет 25, 16, 10, 6.
При контроле поверхностей большой длины или отдельных участков, находящихся вне горизонтальной плоскости, применяют поверочные плиты. Контроль ведется методом «пятен на краску», аналогично контролю линейками. Контроль методом «пятен на краску» часто используют для проверки качества притирки конических поверхностей. Калибр предварительно очищают от масла и промывают, затем на его коническую поверхность наносят слой краски, вводят его в коническое отверстие и поворачивают в ней на 3/4 оборота. При этом краска должна покрыть всю коническую поверхность, если выдержана конусность у пробки и втулки.
В качестве краски при этом методе контроля применяют термическую лазурь, типографскую краску и др., которые растирают с вазелином и маслом. Краску следует наносить марлевым тампоном (марлю свертывают в четыре-пять слоев, а внутрь кладут краску) или губкой, которую пропитывают краской и завертывают в марлю, свернутую в два-три слоя. В этих случаях на поверхности остается равномерный слой краски. При достаточном навыке можно безошибочно нанести слой краски толщиной ) мкм. К недостаткам контроля по краске относятся: низкая производительность и загрязненность рабочего места.
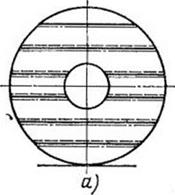
Контрольные стекла служат для более точного контроля поверхностей так называемым интерференционным методом; они имеют непрямолинейность менее 0,1 мкм. Если контрольное стекло положить на тщательно обработанную поверхность детали, то на поверхности стекла можно увидеть разноцветные полосы: красные, зеленые, фиолетовые и др. По форме и расположению полос можно судить о правильности формы проверяемой поверхности и измерять отклонения последней от геометрической. Появление при этом параллельных полос (рис. 66, а) свидетельствует о том, что поверхность детали имеет неплоскостиость 0,1 мкм.
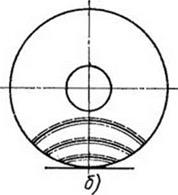
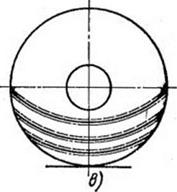
При наличии вогнутости или выпуклости поверхности на ней появляются кольца или дуги. Если при нажиме на одну сторону контрольного стекла интерференционные линии оказываются направленными выпуклостью от ребра клина, то проверяемая поверхность выпукла (рис. 66, б). Если интерференционные линии направлены выпуклостью к ребру клина, то имеет место вогнутость (рис. 66, в). Неплоскостиость определяется умножением числа промежутков между красными полосами на длину полуволны (0,3 мкм). Для полного контроля поверхности необходимо проверять ее в двух взаимно перпендикулярных направлениях.
 |  |  |
Плосконараллельпые концевые меры длины (измерительные плитки) используют для измерения размеров точной детали или калибра, установки различных измерительных инструментов и приборов на нулевое деление, проверки размеров калибров путем их сравнения на приборах с соответствующим блоком плиток и т. п. Подбором плоскопараллельных концевых мер длины можно составить любой линейный размер с точностью до 0,001 мм.
Рис. 66. Схемы расположения интерференционных полос при проверке не — плоскостности контролируемой поверхности колец контрольными стеклами:
а — неплоскостность детали равна неплоскостности стекла; б — выпуклость;
Микрометрические инструменты (микрометр, микрометрический нутромер и глубинометр и др.) применяют при абсолютных измерениях наружных и внутренних поверхностей, а также уступов, впадин и др. Точность измерения этими инструментами 0,001 мм.
Миниметры и индикаторы относят к рычажным измерительным инструментам и применяют для относительных измерений линейных размеров поверхностей. Рычажные механические инструменты подразделяют на рычажные, зубчатые, рычажнозубчатые, рычажно-винтовые или рычажно-микрометрические и рычажно-поршневые. Они характеризуются контактным методом измерения. Более высокую точность измерения имеют приборы с. рычажно-зубчатой передачей. Точность измерения этими инструментами составляет 0,001 мм.
Для измерения диаметров и отклонения формы прецизионных деталей применяют приборы с пружинной передачей, обладающие высокой стабильностью и точностью показаний. Широкое распространение получили приборы зтой группы, построенные по принципу микрокатора и его разновидности — оптикатора. При этом отклонения формы определяют косвенным путем, т. е. по результатам измерения деталей в различных сечениях (кроме, огранки и изогнутости). Микрокаторы (рис. 67, а) имеют пружину из бронзовой ленты, толщина которой составляет несколько микрометров, а ширина — несколько сотых миллиметра. Завивка пружины осуществляется путем вращения се средней части при
зажатых концах, шаг спирали равен нескольким миллиметрам. Микрокатор работает следующим образом. При движении измерительного стержня 1 благодаря повороту углового рычага 2 пружина 3 растягивается, в результате чего соединенная с ней стрелка 5 поворачивается относительно шкалы 4. Для исключения трения измерительный стержень 1 подвешен на двух плоских пружинах 6. Опти — каторы (рис. 67,6) отличаются от микрокатора тем, что вместо стрелки на пружине 3 приклеено зеркало 7, отражающее свет, идущий от осветителя 8 к шкале. Отраженный луч проходит под углом, в 2 раза превышающем угол поворота зеркала; поэтому передаточное отношение прибора увеличивается вдвое по сравнению с микрокатором. Отечественной промышленностью выпускаются микрокаторы типа 01-ИГП, 02-ИГП и опти — каторы типа 01II, 02П, 05П с ценой деления от 0,0001 до 0,0005 мм. Оптикаторы служат для относительного линейного измерения деталей с плоскими, цилиндрическими и сферическими поверхностями с точностью до 0,001 мм. С помощью оптикаторов осуществляется измерение калибров, концевых мер длины, а также деталей высокой точности. В зависимости от конструкции стойки оптиметры бывают вертикальные и горизонтальные. Цена деления шкалы оптиметра 0,001 мм; погрешность показаний составляет 0,0002—0,0003 мм.
 Огранку в производственных условиях контролируют универсальными измерительными средствами. При этом определяют разность между наибольшим и наименьшим показаниями прибора при повороте детали в призме.
Огранку в производственных условиях контролируют универсальными измерительными средствами. При этом определяют разность между наибольшим и наименьшим показаниями прибора при повороте детали в призме.
Для деталей, имеющих правильную трехгранную форму, огранка е3= для пятигранных детален е5 = —, где Лбо и Л90 — 3 2
разность между максимальными и минимальными показаниями прибора при вращении детали в призме соответственно с углами 60 и 90°. При контроле неравносторонней огранки в призме этот метод имеет большие погрешности. Рекомендуется применять призму с углом 90°, так как в ней одинаково выявляется огранка деталей трехгранной и пятигранной формы, встречающихся в
производстве наиболее часто. Призма с углом 60° может служить для измерения огранки с числом граней, кратным 8, 9, 15 и г. д., причем огранка выявляется при трехкратном увеличении.
Эти методы контроля малопроизводительны, так как при необходимости контроля диаметра детали в нескольких продольных и поперечных сечениях затрачивается много времени на переход от одного контролируемого сечения к другому, на анализ измерения, сравнение полученных погрешностей с допустимыми и др.
Пневматические измерительные приборы нашли более широкое применение в различных отраслях машиностроения с крупносерийным и массовым характером производства. Принцип работы этих приборов (рис. 68, а) заключается в том, что давление Рн воздуха в нижней камере зависит от соотношения площадей поперечных сечений отверстий S и S2.
В зависимости от площадей *Sj и S2 при постоянном давлении рн изменяется давление рн. Контролируя изменения рн, можно измерять различные линейные величины.
Пневматические приборы разделяют на манометрические (отклонение размеров регистрируется с помощью манометра) и ра — тометрические (отклонения размеров регистрируется с помощью измерения расхода воздуха).
В производственных условиях наибольшее распространение получили ратометрические приборы, представителем которых является пневматический длиномер завода «Калибр» (рис. 68, б).
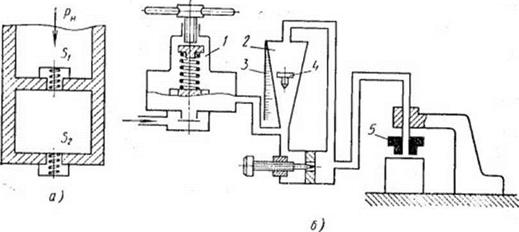
а — пневматического измерительного устройства; б — пневматического длиномера
От воздушной сети сжатый воздух через стабилизатор 1 давления направляется в указатель расхода воздуха, состоящий из конической стеклянной трубки 2 и металлического поплавка 4. Расход воздуха зависит от диаметра отверстия сопла 5, а также зазора между торцом сопла и контролируемой поверхностью. 124
Так как диаметр отверстия сопла является постоянной величиной, то расход воздуха, а следовательно, и изменение давления в конусной трубке будут зависеть от зазора между соплом и деталью. Положение поплавка в конической трубке зависит от давления воздуха — при увеличении измеряемого зазора расход воздуха увеличивается и поплавок поднимается, при уменьшении измеряемого зазора поплавок опускается. Зная изменение измеряемого зазора и соответствующий этой величине ход поплавка в конической трубке, можно проградуировать шкалу 3 в линейных величинах. Завод «Калибр» выпускает пневматические длиномеры типа «ДП» с трубками конусностью 1 : 400 и 1 : 1000.
При контроле прецизионных деталей применяют как одноблочные (для измерения одного размера), так и многоблочные пневматические приборы типа 325 с отсчетным устройством (для измерения до десяти размеров).
Техническая характеристика отсчетного
устройства типа 325

 Давление воздуха в сети, кгс/см2……………………………….
Давление воздуха в сети, кгс/см2……………………………….
Длина рабочей части шкалы, мм……………………………….
Точность измерения (мм) с трубкой конусностью: •
Наибольшая возможная точность измерения, мм Габаритные размеры, мм: отсчетного устройства:
блока редукторов и фильтров:
Приборы настраивают по образцам или специальным калибрам (эталонам), изготовляемым с точностью 0,2—0,3 мкм. Схемы контроля отклонений диаметра и формы валов и отверстий с помощью пневматических приборов показаны на рис. 69. Измерительная головка представляет собой калибр-скобу (рис. 69, а) или калибр-пробку (рис. 69, б), сопла 1 и 2 которого выполнены в виде узкой прямоугольной щели шириной 0,1 — 0,3 мм.
Изогнутость оси контролируют калибр-пробкой с одним измерительным соплом посередине (рис. 69, в). В процессе измерения деталь поворачивают и измеряют расстояние между соплом и стенкой отверстия. Отклонение определяется разностью показаний по шкале прибора. Данную схему измерения изогнутости оси в основном применяют при измерении глубочих отверстий небольшого диаметра (1—9 мм), длиной (8 VlO)d. Для контроля изогнутости оси отверстий диаметром свыше 10 мм можно ис-
 |
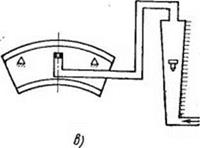 |
inиіі.: калибры с двумя измерительными соплами, распо — .н
Источник



